
Что делать, если производственные мощности не могут удовлетворить растущий спрос потребностей рынка, а нового оборудования ждать не менее полугода? О том, как изыскать резервы внутри производственного процесса, поговорим в этой статье.
Статья публикуется в рамках Конкурса проектов «Производительность труда: лучший опыт российских предприятий»
Автор: Трясков Максим Владимирович, начальник отдела промышленного инжиниринга, Ярославский шинный завод (филиал АО «Кордиант» в г. Ярославле (ЯШЗ), Шинная промышленность, Производство легковых и грузовых пневматических шин
Холдинг «Cordiant» объединяет Ярославский шинный завод, ПАО «Омскшина», ЗАО «Кордиан-Восток» (г. Омск) и научно-технический центр «Интайр». На заводах производятся шины для легковых автомобилей всех ходовых типоразмеров, зимние и летние модели под брендом «Cordiant», а также выпускаются шины для грузовых машин, большегрузных фур, автобусов и троллейбусов под брендами «Cordiant Professional» и «TyRex AllSteel».
АО «Кордиант» занимает одну из лидирующих позиций среди производителей легковых и грузовых шин на территории Российской Федерации, при этом продажи идут не только на внутреннем рынке, но и экспортируются более чем в 50 стран мира – страны СНГ и Балтии, Европы, Латинской Америки, США. Немаловажный фактор – легковые шины берет на комплектацию сборочного конвейера автогигант с мировым именем Volkswagen.
В 2013 году на ЯШЗ был произведен запуск производства цельнометаллокордных (ЦМК) шин «Cordiant Professional» мощностью 650 000 штук в год (проект ЦМК-650). В итоге в Ярославле сейчас работает один из самых современных цехов в Европе по производству ЦМК-шин. Его продукция соответствует мировым стандартам качества и вполне может конкурировать с ведущими мировыми производителями шин. В 2015 году ЦМК-650 вышел на свои проектные мощности и сейчас с каждым годом продолжает наращивать темпы производства.
В 2016 году Ярославская промышленная площадка АО «Кордиант» достигла пика производственных мощностей по изготовлению шин для легкового автомобильного транспорта. Заложенные в проекте 2,1 миллиона шин в год не удовлетворяли растущих потребностей рынка и амбиций крупного российского производителя.
Дополнительный фонд рабочего времени взять было негде, ведь завод работает 24 часа в сутки, 7 дней в неделю, 330 дней в году. Останавливаемся только на новогодние праздники и корпоративный летний отпуск, во время которого ремонтные службы проводят ревизию и плановый ремонт технологического и вспомогательного оборудования, а также энергосетей.
Приобретением нового оборудования проблему в одночасье не решить. Во-первых, оборудование для производства шин специализированное, с заданными техническими характеристиками изготавливается только на заказ, и только в европейских странах. Во-вторых, сроки поставки, монтажа, запуска в эксплуатацию длительные, не менее полугода. А шины потребитель спрашивает сегодня. Решено было изыскать резервы внутри производственного процесса.
Работа велась по направлениям:
В начале 2017 года была проведена масштабная реорганизация структуры управления цехами – подготовительное производство было перераспределено и передано в управление сборочно-вулканизационным цехам. Деятельность по планированию производства шин по всей технологической цепочке оказалась в одних руках – начальника цеха. Оперативность управления производством, персоналом и реагирования на изменения процессов и заказов выросла в разы.
Как сказал Роман Яковлев – начальник производственно-диспетчерского отдела, работа мастеров подготовительного и сборочного участков цеха стала более слаженной, так как теперь они территориально стали находиться в одном производственном корпусе. Раньше мастер подготовительного участка получал сменное задание от сменных руководителей трех сборочно-вулканизационных цехов по телефону, находясь на другом конце производственной площадки и ещё не зная, что у него по присутствию производственного персонала на начало смены. То же самое происходило и в течение смены, мастер подготовки, как правило, находился на своем рабочем месте, а не курсировал постоянно между корпусами, что не позволяло оперативно реагировать на прецеденты, связанные с корректировками сменного задания или поломками оборудования.
Любой простой по причине отсутствия полуфабриката был для мастера сборочно-вулканизационного цеха как освобождение от ответственности за срыв выполнения сменного задания, поэтому мастера давали заказ достаточно формально, а дальше – не моя зона ответственности. На этом факторе компания тоже несла существенные потери.
Управление отходами производства также стало на порядок эффективнее. До реорганизации подготовительный цех никогда не укладывался в нормативы по образованию металлокорда, по той причине, что 90 % его образуется на сборочной линии, а норматив на отход не был определен.
Технологические совершенствования производственных процессов службами главного технолога проводятся на постоянной основе и направлены на широкий спектр проблем: это и качество, и себестоимость, и технологичность процессов. Однако первостепенной задачей, поставленной перед технологами, было увеличение производительности оборудования.
Ассортимент производимых шин для легкового транспорта составляет порядка 100 наименований с посадочными размерами 13, 14, 15 и 16 дюймов. И очень хорошо, что летний ассортимент в производстве не пересекается с зимним. Здесь помощником стала сезонность спроса и, соответственно, заказов на изготовление.
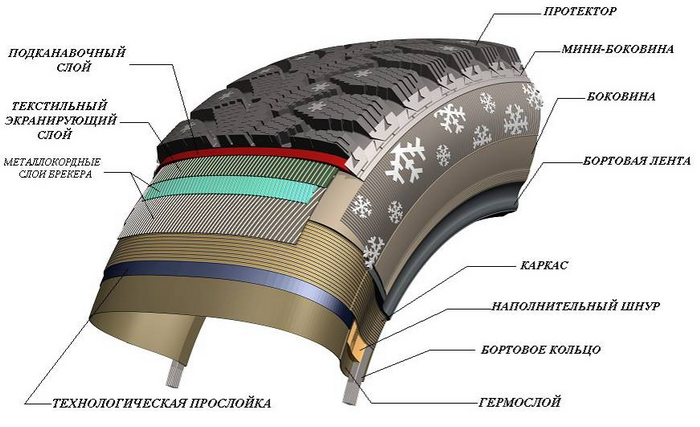
Из чего состоит шина
Покупатель видит цельную одноцветную вулканизованную шину, а на самом деле она состоит из ряда элементов: герметизирующего слоя, текстильного каркаса, металлокордного брекера, протектора, боковин, бортовых крыльев, в каждом из которых своя рецептура резиновой смеси. Если, к примеру, протекторную смесь использовать для выпуска боковины, то через 2-3 тысячи километров трещины на боковой части шины будут видны невооруженным глазом. Это к тому, что для изготовления шин используется порядка 10 различных по свойствам резиновых смесей на основе натуральных и синтетических каучуков, с различными наполнителями, перепутать которые значит создать угрозу для потребителя. Также как и поставить 15-дюймовое бортовое крыло, предназначенное для шины 185/60R15, на другой типоразмер с посадочным радиусом 15 дюймов тоже ни к чему хорошему не приведет.
Не менее важны стыки деталей, а точнее, их взаимное расположение в шине. Попадание стыка в зону повышенной нагрузки или деформации при качении неминуемом приведет к быстрому расслоению и разрушению шины. Однако за счет допусков на размеры полуфабрикатов, которые измеряются миллиметрами, нашим конструкторам и технологам удалось провести унификацию отдельных компонентов без ухудшения потребительских характеристик готовых пневматических шин. Таким образом был уменьшен ассортимент бортовых крыльев и боковин, что позволило уменьшить количество переналадок на агрегатах по их изготовлению. Также была успешно отработана технология изготовления боковины на резервном оборудовании в смежном сборочно-вулканизационном цехе по производству грузовых шин с цельнометаллокордным каркасом.
Существенный бонус к производительности дала возможность увеличения скоростей на агрегатах по выпуску боковин, дублированного герметизирующего слоя без ущерба к стабильности работы оборудования.
Производственный инжиниринг на Ярославской производственной площадке АО «Кордиант» – адаптированная к собственным потребностям система на базе элементов «Lean Production».
Первым делом специалисты отдела промышленного инжиниринга разработали VSM карту технологического процесса, провели хронометраж всех операций, рассчитали запасы по переделам и измерили расстояния, которые «пробегают» полуфабрикаты, прежде чем стать готовой шиной. Проблемные участки, сдерживающие выпуск, были определены сравнением времени такта и времени цикла по переделам.
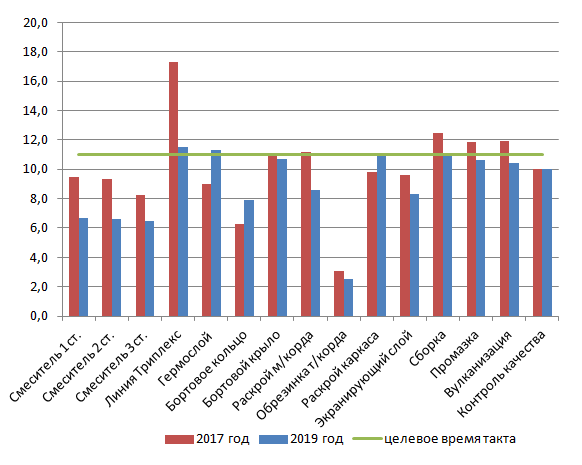
График время циклов и такта
Вторым шагом организовали точный учет эффективности работы оборудования.
Анализ полученных результатов был неутешительный: несбалансированный процесс – время цикла по операциям отличается существенно и не позволяет организовать поточный процесс, простои оборудования по отдельным переделам достигали 25-30 % рабочего времени.
Особенности технологического процесса шинного производства не позволяют организовать поточный процесс из-за необходимости вылежки резиновых смесей, обрезиненных кордов и профильных заготовок, поэтому основной упор был сделан на снижение простоев оборудования. Существенный фактор, который облегчил задачу, наличие специализированного программного обеспечения – учет выработки и простоев оборудования на основе штрих-кодирования. Время начала и окончания простоя, а также его вид попадают в базу данных путем сканирования соответствующего штрих-кода терминалом сбора данных (ТСД). Эту операцию осуществляет рабочий на станке.
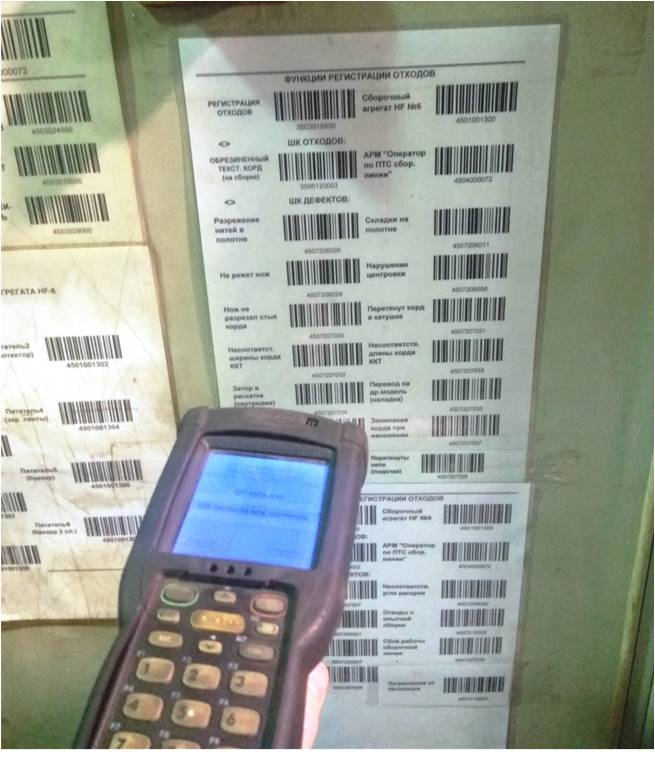
Штрих-кодирование
Соответственно анализ данных, обработка и представление в виде графиков также делает программа. Для наглядности был разработан отчет в программе, который переводит время простоя в недовыпущенные шины.
Первая задача, с которой столкнулись специалисты отдела промышленного инжиниринга, – большое количество переналадок на подготовительном и сборочном оборудовании. Ассортимент одновременно изготавливаемых шин, полуфабрикатов для сборки и единичное технологическое оборудование на каждой второй операции существенно снижали общую эффективность оборудования (ОЕЕ). Средство противодействия потерям было выбрано без колебаний – быстрая переналадка, или SMED.
Технология SMED предельно проста и весьма эффективна при грамотном применении. Причем затраты на применение метода минимальны, либо отсутствуют вообще.
Применение методики SMED дало сокращение времени простоев на раскрое текстильного корда на 12 %. При том, что общий простой линии за счет количества перезарядок составлял более 30 % от фонда рабочей смены.
Эффект на замене картриджа (на фото) получен за счет применения дополнительного картриджа (из резерва) для сматывания раскроенного корда. Пока линия работает, настраиваем резервный, устанавливаем катушку с прокладочным материалом и катушку по раскрой. Остановили агрегат – выкатили заполненный картридж – закатили подготовленный – работаем дальше. Дополнительно придумали схему, как работать без останова линии на перезарядку картриджа, но уже с затратами. В случае необходимости – можно позволить увеличение объемов еще на 15 % по данной операции.

SMED
Вместе с быстрой переналадкой были даны рекомендации по совершенствованию смежных процессов, так намотка прокладочного материала на катушку производится на сборочных линиях, и если намотка будет неровная – оператор линии раскроя будет испытывать сложности при установке катушки в картридж.

Катушка – было

Катушка – стало
Переналадки сборочных линий при изменении размерности шины сократились на 10 %. При текущем уровне производства и частоте переналадок сборочных линий мероприятие дает дополнительно 20 тысяч шин в год.
Замену шайбы на агрегате по изготовлению бортового крыла наладчики стали делать быстрее на 56 %. Время переналадки сократили с 15 минут до 6!
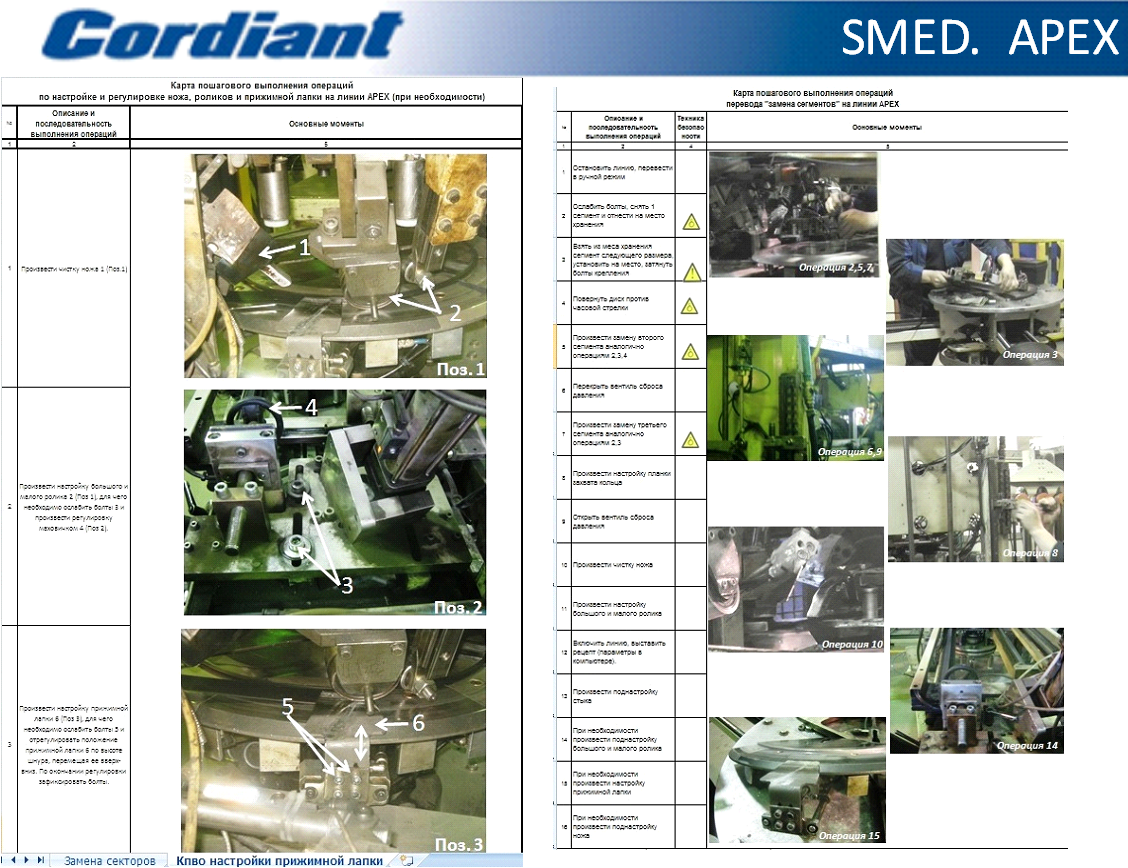
КПВО
Самым сложным моментом при внедрении технологии быстрой переналадки оказалось научить людей работать по-новому. В дополнение к индивидуальному и групповому обучению персонала на рабочие места подготовлены карты пошагового выполнения операций.
Операторы, работающие на оборудовании, также внесли свой весомый вклад в реализацию проекта, рационализаторские предложения позволили устранить отдельные проблемы.
Ряд мероприятий был проведен с целью предупреждения выпуска брака. Так, например, на линии по изготовлению гермослоя была выявлена проблема отклонения температуры прокалывающего ролика от заданных пределов, при этом имел место повышенный уровень брака по дефекту – пузырь между прослойкой и гермослоем. Температура прокалывающего ролика задается на пульте линии. Контроль за температурой осуществляется перед началом выпуска с занесением в температуры в чек-лист.
Решили проблему установкой светозвуковой сигнализация, которая срабатывает при отклонении температуры прокалывающего ролика от заданных значений. Кстати, это решение было реализовано в других цехах на аналогичном оборудовании.
Комплекс мероприятий позволил существенно нарастить выпуск легковых шин.
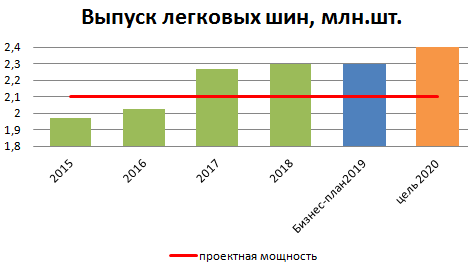
Выпуск легковых шин
При этом производительность труда выросла на 5 % ежегодно в 2017 и 2018 годах и общая эффективность оборудования увеличилась почти на 7 % за два года.
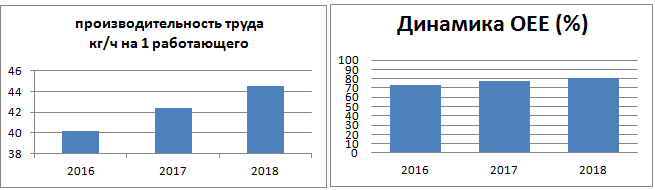
Производительность труда и OEE
Цель достигнута, но планка поднимается на новую высоту.












