
В интернете много информации про то, что такое ОЕЕ и как рассчитывается, но мало информации о том как собирать данные для анализа. Поэтому хочу поделиться приемами сбора информации и дать свою оценку их плюсов и минусов.
Автор: Сергей Седлов, руководитель проектов повышения эффективности производства ПАО ЯШЗ
Общая эффективность оборудования (OEE - Overall Equipment Effectiveness) постепенно встраивается в производственный анализ процессов российских компаний. Этот комплексный показатель позволяет учитывать все виды потерь в работе оборудования и без эмоций (языком «сухим» цифр) ранжировать их по значимости, ставить приоритеты персоналу в работе.
Оцифрованная оценка значимости проблем исключает сознательный или неосознанный «увод» персоналом внимания руководителя на второстепенные проблемы. Процесс становится «прозрачным» и однозначным в глазах всех участников процесса (поставщик-заказчик, руководитель-подчиненный…), снимается элемент субъективности в оценке эффективности работы персонала, значимости тех или иных потерь в общем результате работы предприятия.
В интернете много хорошей информации про то, что такое ОЕЕ и как рассчитывается, но мало информации о том как собирать данные для анализа. Поэтому хочу поделиться приемами сбора информации по видам и продолжительности простоев оборудования (регламентированных и не регламентированных). Дать свою оценку их плюсов и минусов.
Итак, для того, чтобы оцифровать потери в работе оборудования необходимо обеспечить оперативный и достоверный сбор первичной информации (вид и продолжительность простоев). Сбор и оцифровка данных должны быть с минимальными затратами ресурсов и без искажений.
Какие варианты я использую в работе и всем рекомендую?
1. Бумажные чек-листы. Всегда советую начать процесс учета простоев именно с этого варианта. Он позволяет (до разработки электронных систем учета) разобраться в видах простоев своего оборудования, понять нужную для последующего анализа степень их детализации.
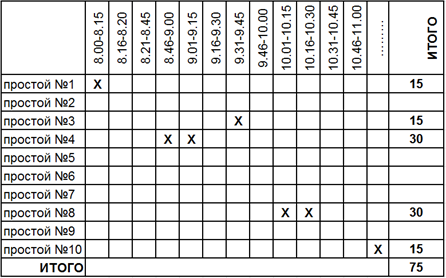
Суть варианта состоит в разработке специализированной под конкретное оборудование или процесс формы таблицы, в которой персонал во время работы отмечает ручкой или карандашом вид и продолжительность простоя, просто ставя крестик в ячейке на пересечении нужного столбика времени и нужной строчки вида простоя, иногда с кратким пояснением.
Диапазон ячейки времени выбирается с учетом Вашей потребности в точности учета простоев. Важно понимать, что снижение диапазона до минуты не повышает точность учета, а лишь увеличивает время персонала на выполнение учета простоев. Оптимален диапазон 10 или 15 минут.
Как вариант, для желающих наладить поминутный учет, оставлять поле времени пустым, чтобы оператор вписывал точное время простоя самостоятельно. Это потребует больше времени оператора на выполнение самой отметки, хотя точность особо не повысится.
Бумажный бланк выдается оператору в начале смены и изымается у него в конце смены, анализируется собранная информация сразу или данные с чек-листа заводятся в электронную базу данных для последующей обработки и анализа.
Пример бумажного чек-листа учета потерь времени. Сварочный станок №2, смена А, 01.03.2017
С целью экономии бумаги и удобства в работе часто совмещают на разных сторонах одного бумажного бланка сбор нескольких видов информации: чек-лист для учета потерь времени в работе оборудования, чек-лист проверки состояния оборудования, чек-лист для учета выработки, чек-лист для учета брака, контрольные карты проверки параметров процессов….
Плюсы:
Минусы:
2. Ввод данных по простоям оборудования в чек-лист или сразу в электронную базу используя видеонаблюдение или сторонних наблюдателей.

Как правило, этот способ носит периодический характер или связан с недоверием к объективности или точности заполнения рабочим персоналом данных по простоям.
Плюсы:
Минусы:
3. Механизированный ввод информации по простоям оборудования непосредственно в электронную базу данных. Существует множество подвариантов, назову наиболее часто применяемые:
а) учет с помощью терминалов TCD. Помните терминалы для считывания штрихкодов в магазинах? Этот простой девайс позволяет легко механизировать и ускорить систему учета простоев оборудования.
Для каждой единицы оборудования составляется перечень возможных простоев и каждому простою присваивается свой индивидуальный штрихкод. Все штрихкода с наименованием простоев распечатываются на одном листе бумаги, ламинируются и вывешиваются на оборудовании рядом с терминалом TCD.
Функция оператора простая – при любом останове оборудования сразу «отщелкнуть» терминалом нужный вид простоя.
Компьютерная программа автоматически регистрирует вид и время начала простоя оборудования в базе данных и оповещает заинтересованных сотрудников завода. Точно также отмечается начало работы после простоя.
Приведу пример, так как часто возникают вопросы по оповещению. Предположим, в процессе работы оборудования, произошла поломка. Оператор сразу сканирует вид простоя «Ожидание ремонтного персонала». Автоматически сигнал об аварии уходит на эл. почту или СМСкой на телефоны специалистов ремонтной службе, руководителям цеха и диспетчерам. К оборудованию приходит ремонтный персонал. Оператор станка считывает штрихкод с бейджика слесаря-ремонтника и в электронную систему уходит сигнал об окончании простоя «Ожидание ремонтного персонала» и о начале простоя «Ремонт оборудования». После окончания ремонта слесарь-ремонтник контролирует отметку оператором «снятия с ремонта» (тем самым исключаются будущие возможные взаимные претензии производственной и ремонтной служб по правильности учета продолжительности и вида ремонта).

б) установка компьютеров на рабочих местах с соответствующим программным обеспечением. Оператор станка вводит информацию при простое в базу данных в режиме реального времени с помощью мышки или клавиатуры.

Часто для данной цели используют списываемые в утиль устаревшие модели компьютеров и мониторов, характеристик которых с лихвой хватает для ввода данных в систему.
в) использование имеющихся Touch panel управления оборудованием с установкой на него соответствующего программного обеспечения сбора информации по простоям.

4. Полная автоматизация сбора информации путем доработки программного обеспечения управления станком и автоматического учета простоев САМИМ агрегатом, БЕЗ УЧАСТИЯ оператора. (Учитывая успехи японцев в автономизации работы оборудования, теоретически это возможно. Хотя это потребует дооснащение станка различного рода датчиками распознавания проблем. А это уже технически сложно и не дешево).
Плюсы:
Минусы:
Создание системы сбора информации по простоям - это первый шаг повышения эффективности работы оборудования и персонала, но абсолютно бесполезный без налаживания систем: мониторинга объективности сбора данных, оперативного анализа данных, разработки и реализации мер на сокращение простоев оборудования, мотивации персонала на сокращение потерь….
Но это уже другая история…..














