Последовательность шагов и пример практической реализации.
Питеркин С.В. sergey.piterkin@rightstep.ru
Теоретики и некоторые практики производственного консалтинга хорошо знают западную классификацию типов производств (предприятий) в отношении главной цели бизнеса – удовлетворения клиентского спроса. Это: «разработка-под-заказ», «производство-на склад», «производство-под-заказ», «сборка-под-заказа». На так давно, после особо эмоционального общения с производственниками одного из российских заводов, работающего, вообще говоря, «под заказ», но реально - совсем-не, в запале дискуссии я бросил: «... да что вы говорите, у вас же сейчас… производство-под-зарплату».
После, обдумав этот новый классификатор производства, я с сожалением сделал вывод: да, очень многие наши (прежде всего говорю про машиностроительные и приборостроительные производственные компании) производства работают по типу «производство-под-зарплату».
Основные характеристики, по которому предприятие можно отнести к этому типу есть:
Производствами, работающими «под-зарплату» в реальности управляют простые рабочие, иногда – мастера: каждый день они сначала «делают» себе зарплату, т.е. делают наиболее выгодные по соотношению «реальное время производство и размер партии/трудоемкость операции» детали, затем, в оставшееся (если таковое есть) время - детали «под заказ».
Что имеем в итоге:
С точки зрения Lean все это – сплошные, весьма очевидные и крайне тяжелые для экономики предприятия потери (забывшим русский язык – «муда»): проталкивание вместо вытягивания, причем даже не под прогноз/план, но под плановые абстрактные нормо-часы (зарплату), перепроизводство, производство не вовремя, и т.п. С точки зрения начала Lean или любых преобразований это то – с чего надо начинать! Именно здесь, с т.зр. Тойота - самый близкий к поверхности «подводный камень», мешающий уменьшению уровня «воды» (запасов), а следовательно – увеличению пропускной способности (по ТОС). А это - не просто важно – смертельно, для перегруженных, растущих производств.
Зачем скажите, ставить 5С, стандартные операции (здесь я немного утрирую, конечно), SMED - если результатом будет лишь более эффективное и удобное производство НзП? Как, скажите, с помощью канбан ограничить/спланировать запуск производства, если рабочий получает за «нормо-часы», а не за закрытое количество канбан? И если канбан не будет – он все равно будет точить детали?
Но, по практике известных мне большинства проектов Lean это как раз того, с чего как консультанты, так и предприятия никогда не начинают. Почему? Сложно! Реально – это Авгиевы конюшни №2 (№1 – постановка системы управления электронным составом изделия).
Чем обычно ограничиваются консультанты: рекомендуют перейти на повременную систему оплаты, заставить сдавать цеха комплектно и пр. Хорошие советы, но из серии «вам надо стать ежиками». Как их применить? На заводах, в большинстве своем либо знают, либо догадываются о том, что «сделка», как сигареты - «вредит Вашему здоровью» или даже «Убивает». Но как от нее уйти? Платить повременно – рабочие перестанут работать. Платить за выполнение номенклатурного плана? А если в плане деталей нет, а делать надо? Не попала деталь в месяц, конструктор/технолог не вовремя провел изменение, или ДЕФИЦИТ НА СБОРКЕ («… надо очень –очень аварийно Иван Иванович!!!...»). И как платить рабочему его «привычную» месячную зарплату, без которой он просто уйдет – и дефицит квалифицированных рабочих рук просто так заполнить будет нечем? И т.д. и т.п. Это - неудобные и непростые вопросы. И отсутствие понимания (консультантов) проблемы, того «что делать, как делать», и, с другой стороны, отсутствие воли руководства завода «будем делать», приводят к возникновению производств вот такого нового, уникального типа. «Производство-под-зарплату», не «под-заказ» и даже не «на-склад».
По моему глубокому убеждению, для подавляющего многих российских заводов, в особенности - крупных, старой формации, именно с решения этого вопроса надо начинать построение Производственных Систем. Строить, прежде всего, систему планирования и управления производством, обеспечивающую:
1) понятный всем (вплоть до рабочего у станка) - план того, что нужно сделать за период,
2) сбор факта, с которым не поспоришь и не представишь так, как выгодно,
3) мониторинг происходящего в рамках периода, для своевременного оказания управленческих воздействий.
На основе которой (системы) и можно будет, но очень поэтапно и осторожно, начинать уход со сделки. Придя, в итоге, к позаказному производству «Точно Вовремя».
Замечу, что Lean методы и инструменты здесь вполне применимы. Вот только применять их нужно, не для построения «бережливого производства» - предприятие, "внедрившее" "Lean", но работающее в явной или скрытой форме «под-зарплату», а таких у нас уже немало – это абсурд!
Предлагаемый и описываемый ниже путь от «сделки» есть переход на окладно-премиальную систему. Оклад - за квалификацию, премия – за исполнение плана (производства). С одновременным изменением и мотивации рабочих на «производство-под-заказ», начиная с заготовительно-штамповочных переделов. Замечу, что уход от «сделки» - не самоцель, но необходимое условие для перехода на позаказное, синхронизированное с заказами (контрактами) планирование и управление производством и закупками. Что для наших заводов неизбежно, т.к. большинством из них управляют КЛИЕНТЫ (заметьте, не ПДО, генеральный или управляющая компания).
Цель: перевести производство от «производства-под-зарплату» к «производству-под-заказ». Создать условия при которых цехам:
1) будет выгодно выполнять прежде всего номенклатурный позаказный план;
2) будет невыгодно не выполнить номенклатурный позаказный план;
3) не будет ставится план в нормо-часах (одна из типичных практик «вредительства» ПЭО на традиционных предприятиях).
Система (производственная система) управления производством должна быть изменена на следующую.
1. Для цехов должен рассчитываться и рассчитываться автоматически - план - не предмет переговоров, но предмет «тупого» расчета, номенклатурный позаказный цеховой план производства. Это - задача IT-системы управления производством, которая, замечу, должна быть Lean (т.е. - не ERP/APS/MES).Для каждого цеха план должен иметь следующие характеристики.
2. Устанавливается абсолютно «железное» правило: «все детали обязательно «ходят» по участкам/цехам только в сопровождении маршрутной карты (МК). Должен быть установлен принцип, с изменением системы контроля качества (если необходимо) и, (необходимо!) принципов учета сделанной продукции/оформления нарядов: «нет МК = нет детали = нет наряда». Следовательно: нет наряда = нет зачета выработки = нет зарплаты. Практика показывает, что сделать это не так уж и сложно. МК формируются только из ИТ-системы управления производством (рукописные – не принимаются), при запуске, т.е. начале производства детали.
Замечу, что переход на ограниченный запуск, автоматическое (не ручное) формирование МК - есть первый шаг к переходу на вытягивающее планирование и управление производственным потоком по электронным канбан.
3. Цеху-поставщику «засчитываются» за период только те детали, которые:
4. Система расчета заработной платы модифицируется следующим образом (этап 1).
5. Резюме. Данная система есть система типа «кнут и пряник».
6. Дальнейшее развитие системы оплаты.
- «серые» детали - не засчитываются;
- «зеленые» и «желтые» сданные детали засчитываются как 100% от закрытых по ним нормо/часов,
- «синие» - 80%,
- «красные» - 10%.
Указанное, кроме всего прочего, очень сильно мотивирует и на комплектную сдачу, но это тема отдельного разговора
Замечания по переходу. Для того, чтобы смягчить переход на новую схему (простым он не будет в любом случае) можно запустить новую схему параллельно старой. Рассчитывать и начислять - «по-старому», но одновременно выдавать и ИТР и ОПР квитки, с указанием, сколько бы они получили «по-новому». Практика показывает, что 6и месячного переходного периода достаточно, чтобы перестроить отношение адекватно настроенного персонала, пережить несколько открытых или скрытых забастовок и найти замену недовольным (как правило, бoльшее их число будет среди ИТР, как ни странно).
Ниже на обобщенном примере реализованных проектов перевода производства на работу под заказ, приводится описание практических шагов построения системы и ее работы. Схема наилучшим образом применима для машино/приборостроительных предприятий.
Начальные действия.
После этого этапа уже можно запускать систему. Как она работает...
1. Начальный момент времени – тележка/тара/супермаркет укомплектованы под сборку конкретных узлов/агрегатов для конкретных заказов/финишных изделий.
2. Начало сборки конкретного узла/агрегата заказа/изделия №N - есть факт выдачи комплектации (выкатка тележки, передача контейнера) на сборку. Факт отмечается в системе, как вариант для простоты - с использованием штрих-кодирования.
3. После этого, автоматически, для каждого цеха/участка, поставляющего детали на эту ТС, в системе «открывается» план запуска (или – появляется «электронный канбан») для комплекта деталей для заказа N+M+1.
4. Далее, плановики запускающего цеха/участка:
Примечания.
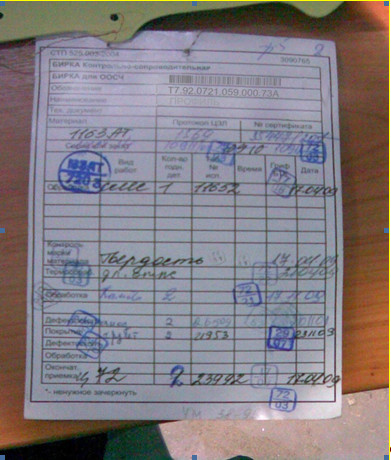
Фото. Пример бирки-МК-канбан.
5. Далее, деталь «проталкивается» по всему маршруту по цехам/участкам, с сопровождающей ее МК, которая сопровождает запущенную под заказ/партию заказов деталь, на всем своем цикле жизни, до момента оприходования в ПРОСК цеха-потребителя.
6. Контроль запуска «разрешенных» деталей выполняют контролируют плановики ПДО (в дальнейшем - плановики сборочных цехов, отвечающих за конкретные сборки или готовые изделия) в т.ч. с использованием «Lean ERP» системы.
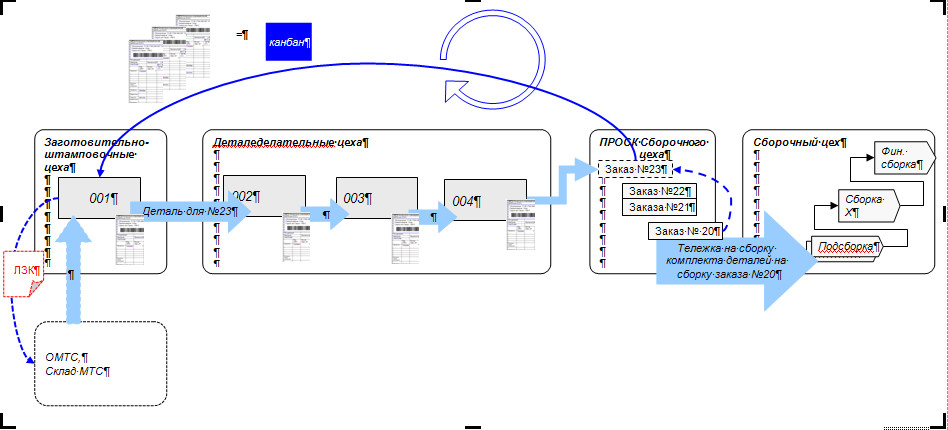
Общая схема работы системы приведена ниже.
Вытягивающее «ограниченное» планирование для «деталеделательных» цехов и принцип формирования МК. МК = канбан = производственное задание. Общая схема.
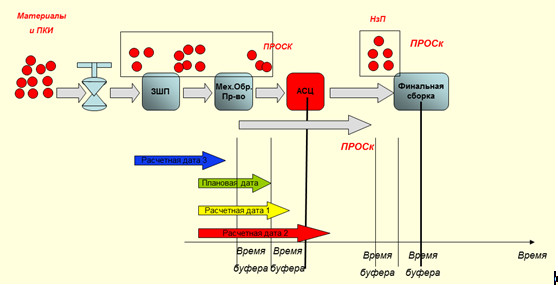
Статус и приоритет канбан (=МК - производственных заданий в производстве), в т.ч. и в процессе производства, может определяться по расширенным ТОС правилам, через сравнение плановой и ожидаемой даты поступления детали в ПРОСк (агрегатно) сборочного цеха/участка (на рисунке - АСЦ)– см. ниже.
По факту выполнения задания – пополнения ПРОСКа, каждый (электронный) канбан будет иметь свой цветовой статус.
Собрав за период количество сделанных деталей со своими статусами, получаем следующую картину (пример ниже). Обратите внимание, насколько хорошо пример иллюстрирует реальную ситуацию: большинство деталей сдаются на сборку либо раньше времени (синие и серые), либо позже (красные и белые), тогда как должно быть наоборот: большинство должны составлять желтые и зеленые.
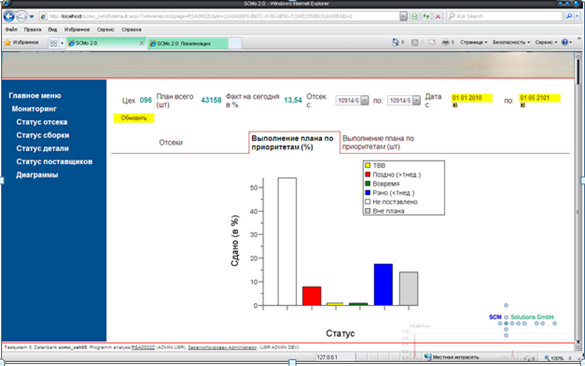
На основании которой и строится система дифференцированной оплаты «сданных нормо-часов» в зависимости от приоритета сданных деталей:
Белый – позиции не выполнены.
Красный – не успел к плановой дате. Оплачиваются с понижающим коэффициентом.
Желтый – «с колес». Успел на пределе. Оплачивается 100%.
Зеленый – вовремя. Сдал вовремя. Оплачивается 100%.
Синий – раньше, чем надо. Сделал намного раньше, чем надо. Зачем? Оплачиваются с понижающим коэффициентом.
Серый – детали вне плана. Не оплачиваются.













