
Опытом комплексной оптимизации процессов и слаженной работы команды, которые привели к сокращению производственного цикла на 20%, делится начальник производства ООО "Актан" Кирилл Ерохин.
Статья публикуется в рамках Конкурса проектов «Производительность труда: лучший опыт российских предприятий»
Автор: Кирилл Ерохин, начальник производства, ООО "Актан"
На просторах постсоветского пространства осталось очень много заброшенных производств. И сколько стоит таких на берегах великой реки «Волги» тлеющих и еле дышащих, а то и просто опустевших?
Некогда промышленный, закрытый город Рыбинск имел богатую производственную историю, а теперь лишь предприятия имеющие государственную поддержку и те, что неустанно готовы развиваться и совершенствоваться могут конкурировать на рынке. Печальным примером служит знаменитый и единственный на весь СССР завод по производству рулонных и листовых печатных машин «Полиграфмаш». Еще студентом мне довелось поработать на сборке огромных секционных машин, побывать в конструкторском бюро, где работали специалисты старой школы и еще чертили на кульманах. Огромные площади впечатляли. На них размещалось и литейное производство, и механические цеха, и все возможные виды обработки. Уникальные знания, люди, технологии, оборудование. Теперь это всего лишь история, а на его территории ютятся многочисленные конторки и офисы. «Либо вы развиваетесь, либо деградируете, третьего не дано» — точнее и не скажешь. Такой вот современный «дарвинизм». И сейчас трудно сказать, чего конкретно не хватило таким компаниям, которые вполне могли перестроить свои мощности и ресурсы под меняющийся рынок. Знаний? Мотивации? Пассионарной энергии лидера? Здравого смысла? Радует только то, что есть и противоположные примеры...
Компания "Актан" реализует все этапы жизненного цикла выпускаемой продукции - от проектирования и маркетингового исследования до серийного производства. Наша команда является одним из ведущих производителей трубопроводной арматуры в России: клапана, краны, задвижки, затворы, регуляторы, нестандартное оборудование. Направлений много и номенклатура в каждом направлении тоже богатая. Менеджеры нашей компании ориентируются на удовлетворение потребностей заказчика и транслируют его желания на производство, именно такие цели перед компанией поставил Игорь Сергеевич - генеральный директор ООО «Актан». При таком подходе к работе, рано или поздно заказчики «потянутся». И они «потянулись». Это не может не радовать и любой менеджер, экономист, финансист скажет: «Чем больше заказов, тем лучше». Но как эта ситуация выглядит с точки зрения производства?
Трудности начинают расти, а уровень качества соблюдать необходимо. (Главным направлением «Актана» является конструирование и изготовление оборудования для АЭС (атомных электро станций). Ответственность большая, поэтому на предприятии действует система менеджмента качества ISO9001:2015.)
Задачи усложняются, а решать их необходимо оперативно, поэтому генеральным директором было принято решение:
При выборе продукта, для которого будет сформирован отдельный центр планирования и управления, руководствовались его серийностью. Выбор пал на сильфонный клапан, это продукт, который ежемесячно отгружается на протяжении более 10 лет. Технология отработана, качество стабильное, но начали страдать сроки. Сначала определили требуемый объем ежемесячных отгрузок и уже на основании этого определили требуемые мощности (люди, станки). Благо и того и другого хватало на требуемый объем. И здесь, конечно, чем точнее окажется ваше нормирование, тем точнее будут ваши расчеты по используемым ресурсам.
Когда приоритеты расставлены и проблемы зафиксированы, можно приступать к их решению.
В первую очередь требовалось оценить эффективность материальных и информационных потоков.
Первый этап, это выстраивание информационных потоков. Ситуация осложнялась тем, что заказчик очень привередлив и постоянно меняет свои требования, поэтому производству необходимо очень оперативно реагировать на его пожелания.
Каждый заказ, поступающий в производство имеет свой номер, свою классность (уровень безопасности), информацию о количестве в шт. и т. д.
Естественно, что первоисточником информации для производства является менеджер по продажам, который собственно и реализует произведенную продукцию.
Но каким способом он транслирует эту информацию в производство? Задача!
До этого информация о приоритетах спускалась от менеджера в устной форме двум людям в производстве. Это начальник производства и инженер по планированию и нигде не фиксировалась. Теперь был сформирован график отгрузок, который был вывешен в производство и корректировался в случае необходимости.
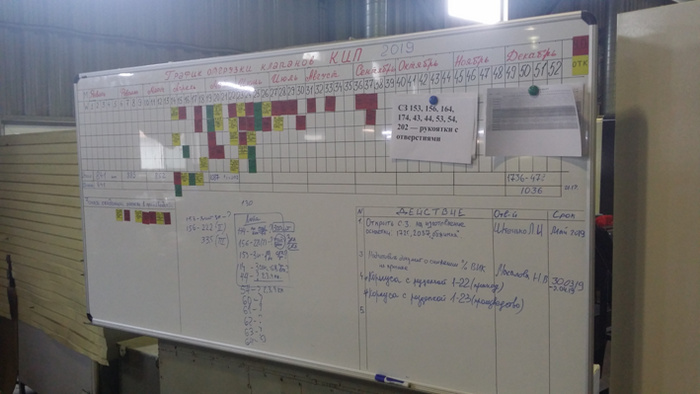
На магнитной доске отображены служебные записки, на основании которых и работает производство, они изображены в виде магнитных фишек где имеется вся информация по заказу (количество, номер заказа, сдача уполномоченной организации или приемка ОТК, диаметр прохода.)
Вроде просто и понятно и вписывается в рамки здравого смысла, хотя на западе этот инструмент называют «Визуализация» , а на востоке “Obeya” - большая комната, инструмент проектного менеджмента.
Было принято решение организовать ежедневные оперативные совещания со всей рабочей группой, которые ведут этот продукт (менеджер по продажам, начальник производства, инженер-технолог, инженер по планированию, инженер по качеству и конструктор), а результаты совещаний, задачи, проблемы, действия и ответственных фиксировать на доске визуального планирования (он же график отгрузок). Конечно по началу это было не привычно для некоторых членов коллектива, но когда команда увидела результат, когда записанные действия стали выполняться (и выполняться в срок), а не просто отражаться от стен гулким эхом, то уже ребята с энтузиазмом начали записывать проблемы на нашу доску. Это были проблемы и задачи разного рода:
Даты решения этих задач расставлялись исходя из приоритетов, а приоритеты по всем известной формуле:
И по каждой записи скрупулезно и педантично отрабатывали ответственные.
Очень помогло то, что договорились с менеджером (Штенько Л.И.) о конечной дате, когда мы железно фиксировали даты отгрузок заказов на нашей доске. Нам оставалось лишь вытягивать нужные детали на сборку, а дальше как говорится: «Дело техники»!
Далее были внедрены индивидуальные сменно-суточные задания, которые позволяли оперативно реагировать на изменившиеся (в условиях рынка это обычная ситуация) приоритеты и получать обратную связь.
Активное эксплуатирование знаний со стороны, позволяет ускорить свой прогресс, сократить затраты, повысить прибыль, выбрать эффективную стратегию развития. По разным оценкам, от 82% до 92% информации разведслужбы получают из открытых источников. Недаром многие идеи из советского журнала «Юный техник» воплотились в жизнь именно на японских предприятиях.
Следующим этапом требовалось оценить и оптимизировать материальные потоки.
Выяснилось, что станок, на котором делается одна из технологических операций изделия, стоит в отдельном цехе, тогда как остальные операции выполняются в другом, а руководствовались постановкой его туда тем, что он фрезерный и должен стоять во фрезерной группе.
Переместив станок (спасибо за оперативность группе механика и их инженеру Калугину Д.), мы сразу значительно сократили путь движения деталей в производстве, а также освободили дополнительные ресурсы в виде 4х опытных операторов, т. к. эти операции смогли выполнять (после небольшого обучения) операторы токарной группы. Здесь мы попутно решаем задачи себестоимости продукта.
Если оценить ситуацию не вооруженным глазом, то кажется очень логично, что детали в производстве должны совершать минимальный путь, но до этого руководствовались технологическими соображениями и поэтому фрезерный станок стоял рядом с фрезерными, что тоже вроде бы не вызывает диссонанса. А наши западные партнеры назвали этот инструмент «диаграмма спагетти», когда они на планировке рисуют маршрут прохождения деталей (и выглядит это как тарелка со спагетти), замеряют их путь прохождения, а потом сокращают его. Мы же делали то, что лежит на поверхности, пока без диаграмм.



Далее мы выполнили несложную разметку (тут уже заработал пресловутый 5S) возле рабочих центров, где обозначили готовую продукцию, и ту, что требует обработки. Это облегчило задачу транспортировщику (диспетчеру) и убрало путаницу между деталями.
Также под пристальным контролем требовалось держать «узкие места» и своевременно пополнять буферный запас, здесь особое спасибо следует сказать теории ограничений системы и господину Голдрату. Были автономизированы участки заготовок и маркировки, они перестали зависеть от нестандартного производства, некогда это являлось проблемой.
Как итог, могу констатировать только одно. Все планируемые отгрузки были выполнены вовремя, а качество осталось на прежнем уровне и даже немного повысилось.
Небольшие изменения, которые очевидны и являются результатом логики и здравого смысла, а также в свою очередь являются инструментами бережливого производства и проектного менеджмента, привели к положительным результатам.
Теперь, когда задача по срокам выполнена, руководство требует сокращать себестоимость продукта, внедрять систему 5S повсеместно и сокращать производственный цикл изготовления продукта. А как известно цикл — основа экономики. И теперь уже кажется очевидным, что для его сокращения следует применять все инструменты бережливого производства именно в узких местах, тем самым увеличивая эффективность всего производственного цикла. Хочется отметить участников рабочей группы: это и технолог (Прошкин И.С.), который оптимизировал тех.процесс и инженер по качеству (Масалова Н.В.), которая своевременно давала статистику по качеству и анализ, и инженеру по планированию (Гмызова Н.А.), которая безукоризненно отслеживала и фиксировала материальные потоки и выдавала очень точные сменно-суточные задания. Конечно многое еще предстоит сделать и много еще не отражено в этой статье: например борьба за качество, внедрение бирок несоответствия и отработка по ним (корректирующие и предупреждающие действия), собрания с рабочим коллективом, чтобы обозначить поставленные цели и пути их решения и т. д.
Главное есть результат! В количественном показателе, это сокращение производственного цикла на 20%! Ключевым фактором здесь было выделение из всего производства, продуктовой линейки, а остальные решения потянулись сами собой, так сказать исходя из логики вещей.
Очень важно в любых изменениях и инициативах поддержка руководства, наличие здравого смысла и мотивация.
Также отмечу, что в числе прочего планируется увеличение объемов производства в ближайшем будущем.
В перспективе нас ждет, как уже известно, автоматизация и цифровизация, хоть мы и из провинции, но промышленная революция, ее веяние добралось и до нас. Конечно во внедрении этих новшеств нам опять помогут здравый смысл и его производные. Естественно будет применен проектный менеджмент. Обязательно использование риск-менеджмента, а никакой-нибудь новомодный Agile, уже успевший себя дискредитировать. Но это уже совсем другая история...
Всем успехов, мотивации и больше здравого смысла.












