
Пространственно-распределенных и внутризаводских. Концептуальный подход и практическая реализация.
Автор: Питеркин С.В., ООО "Райтстеп", sergey.piterkin@rightstep.ru
Тема SCM в последнее время стала популярной и модной. При этом – повторяя путь ERP 90хх. Под «SCM» при этом представляются либо ИТ системы с «лучшими» западными практиками, либо обычные практики управления закупками/складами, либо некие абстрактные рассуждения на тему, что «и нам пора внедрять SCM, как самые современные методы…». И мало кто делает акцент при этом, что равнозначный перевод SCM - это «управление производственно-логистическими цепочками», не «цепочками поставок». И что методы эти могут и должны быть применимы именно к (сложному) производству. В представляемой ниже статье - о том, что же такое «на самом деле» «SCM» и как они могут и должны применяться, и прямо сейчас, для наших производств и производственных холдингов.
Производство сложной машиностроительной продукции (двигатели, ракетно-космическая техника, самолеты, корабли, сложное вооружение и пр.) осуществляется по производственно-логистическим цепочкам[1]. Это и мировая, и российская практика. Модели цепочек примерно одинаковы, со следующей разницей:
С другой стороны, современные условия ведения бизнеса (или – удовлетворения спроса) – нестабильны:
Очевидно, что экономическая эффективность продукции или «просто» возможность выпуска продукции требуемого качества и в срок зависит от слаженной, синхронизированной работы всех узлов цепочки поставки. Отдельное «эффективное» предприятие или группа предприятий «внутри» цепочки абсолютно не гарантирует эффективности всей цепочки.
Обусловлено это исторически сложившимися методами управления:
Указанное приводит к снижению «времени отклика» всей сети поставок на внутренние и внешние возмущения, и, даже при редкой периодической «синхронизации» усилий всех «игроков», приводит к разбалансировке выпуска всей цепочки («эффект кнута цепочки поставок) -
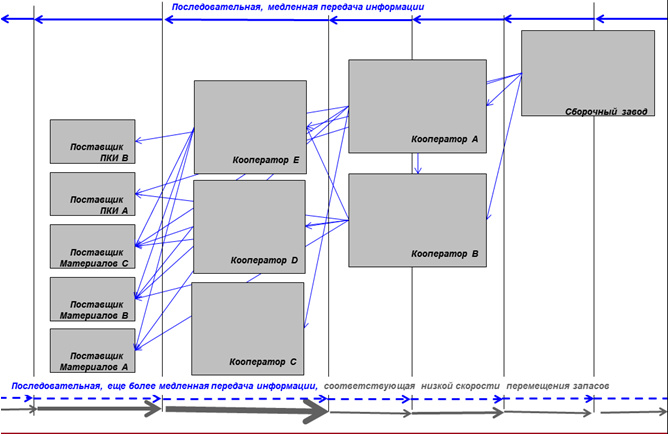
Рис. 1. Цепочка (сеть) поставок, традиционные методы управления и результат.
Заметим, что это характерно и для западных цепочек поставок (в меньшей мере), и для отечественных (в большей мере).
В случае, если «вершина» сети поставок, сборочный завод, может управлять всей цепочкой и/или цепочка/сеть – не «глубокая» «эффекта кнута» возможно избежать. Лучше всего в этом направлении продвинулись автопроизводители и аналоги. Цепочки поставок у них - неглубокие (1-3 уровня), циклы производства деталей и узлов – относительно короткие, сборочные завода, как правило, имеют все рычаги давления на n-уровневых поставщиков. Примеры работы предприятий автопрома – у всех перед глазами каждый день.
Хуже всего дела обстоят у производителей сложной длинно-цикловой продукции (примеры выше). Основного «игрока» который может спланировать и проконтролировать всю цепочку - нет, производство деталей и агрегатов у «комплектаторов» – длинно-цикловое (для эффективного мониторинга нужно «залезать» внутри заводов), плюс - постоянные изменения конструкции/технологии, плюс – проблемы с финансированием (в большей степени это наша проблема)… Примеры так-же хорошо известны: задержка с выпуском новых самолетов: A380, Boeing 787, SSJ-100, проблемы с выпуском (и выполнением ГОЗа; или - работа в режиме постоянного «тушения пожаров», на пределе, что очевидным образом сказывается на качестве) для отечественных выпускающих военных заводов.
Что делать?
Вторая задача решается через «правильные» организационные преобразования, в т.ч. на основе Lean методов, и не рассматривается в данной статье.
Далее мы подробно остановимся на методах и алгоритмах п.2., планирование и мониторинг цепочки поставки.
В качестве основной модели планирования принимается «позаказная система планирования» как лучшая для управления производством сложных уникальных или мелко/среднесерийных изделий. В этом случае планируется и далее отслеживается по всей цепочке поставки каждый заказ (в большинстве случаев – каждая «машина» или изделие»). В ряде случаев заказов может быть и (небольшая) партия изделий. Заметим, что вместе с «серийными» заказами должны также планироваться и заказы на уникальные изделия, и/или опытно-конструкторские разработки. В последних случаях, в сеть поставок будут обязательно входить «узлы», ответственные за разработку КД и ТД и производственно-испытательные мощности, если они не совпадают с таковыми для «серийной» продукции.
Принцип управления заказами по всей цепочке поставки показан ниже. У каждого Важно, то, что каждый заказа имеет свой собственный «Состав Изделия» (СИ) - на рисунке заказ с соответствующим составом представлен в виде циклограммы. Принцип формирования СИ - ниже.
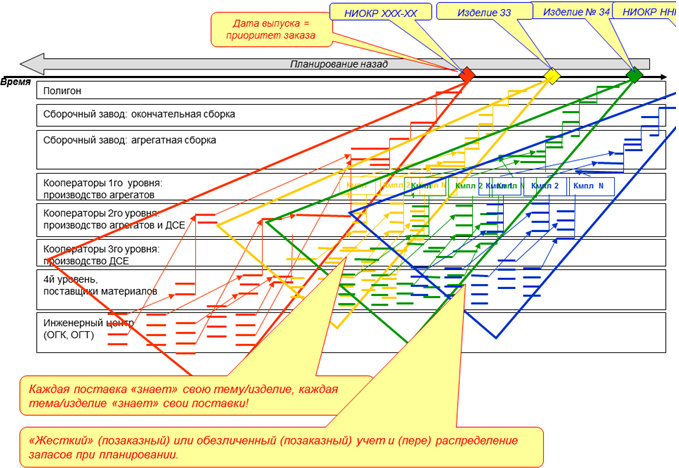
Рис. 2. «Штучное» директивное планирование по всей ЦП.
Данная модель позволяет на этапе планирования оценить (оценочно) ключевые ресурсы всех «игроков» цепочки поставок, необходимые для выполнения заказа:
Опираясь на ресурсные данные, а также на длительности всех «этапов» выполнения заказа, становиться возможном моделировать и оценить данные возможные сроки выполнения заказов на весь горизонт времени при существующем уровне ресурсов и/или необходимые ресурсы, для выполнения поставленных сроков заказов.
Для планирования используется итерационный сетевой APS алгоритм, без учета загрузки ресурсов.
После моделирования и планирования планы с заданной СИ детализацией становятся для всех предприятий цепочки поставки обязательными к исполнению, т.н. «директивными» планами.
Дальнейшие действия по контрактации и далее по отслеживанию обязательств всех «поставщиков» выполняются именно по «директивным» планам.
«Держателем» и «контролером» как всего процесса моделирования и планирования, так и «директивных» планов, является выпускающее готовые изделия головное предприятия – «вершина» всей сети поставок («владелец» ЦП). По сложившейся практике это либо сборочный завод, либо «НПО», являющееся разработчиком продукции и головным исполнителем заказа/темы ОКР.
Состав изделия представляет собой, в первом приближении – конструкторско-технологический состав (расширенная спецификация), но, с одной стороны - упрощенный, с другой - дополненный описанием всех необходимых к планированию и мониторингу этапов поставки и содержащий «ресурсные» параметры для планирования и моделирования (см. выше).
Упрощения СИ проводится с целью сокращения объектов управления и мониторинга по цепочке. В таком случае:
Вместе с этим, дополнительные параметры СИ цепочки следующие:
Для того, чтобы централизованные «директивные» планы небыли бы слишком жесткими (и, как следствие, вся системы планирования/монитрнинга – слишком «нервозной»), и также, для учета естественных для сложных процессов производства/разработки/поставки временных отклонений, в модель СИ вводятся «буферные» времена этапов выполнения заказа, расчет которых можно выполнять и по принципам Теории Ограничений.
Примеры описания СИ согласно данным принципам приведены ниже.
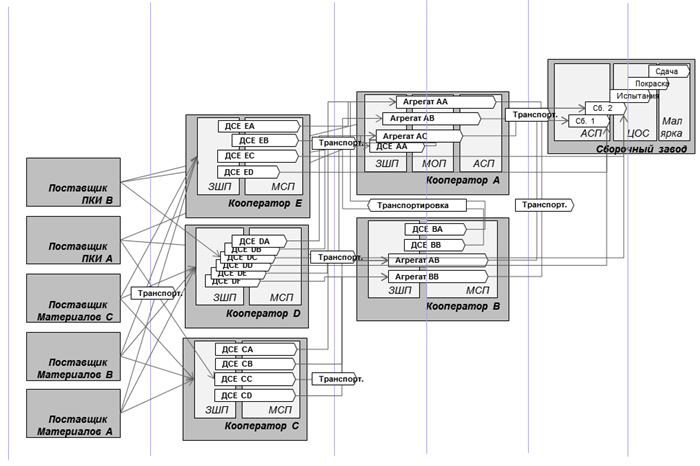
Рис. 3. Состав Изделия для управления заказами по всей ЦП
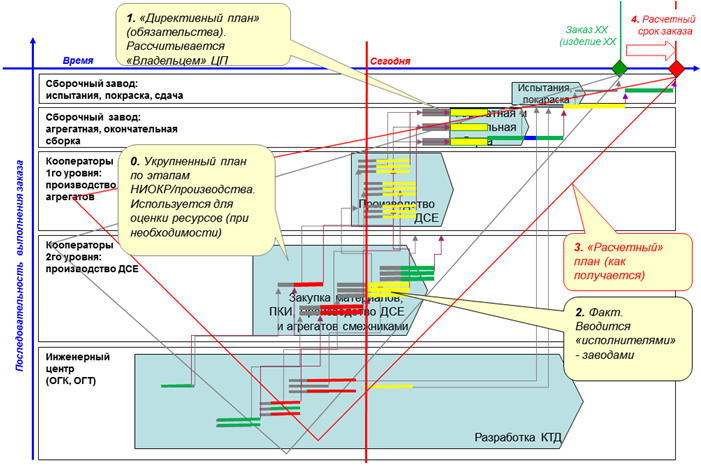
Рис. 4. 2х уровневое планирование и мониторинг заказа по всей ЦП. «Директивное» планирование «Владельцем» ЦП, «Расчетные» показатели по факту выполнения работ «поставщиками» по всей ЦП.
Как результат, руководители всех уровней имеют информацию для принятия решений, которую им всегда и прежде всего, не хватает: где узкое мест (для всей пространственно-временной сети заказа) сейчас (у меня, у моего «поставщика», у «поставщика» моего «поставщика») где будет узкое место завтра, послезавтра и т.п. у меня и пр. какое влияние мое производство/разработка/поставка (мои «расчетные» даты) окажут влияние (создадут «узкие места) на моего «потребителя» или итоговый срок заказа (дату выпуска изделия).
Для того, чтобы централизованные «директивные» планы небыли бы слишком жесткими (и, как следствие, вся системы планирования/мониторнинга – слишком «нервозной»), и также, для учета естественных для сложных процессов производства/разрабтки/поставки временных отклонений, в модель СИ вводятся «буферные» времена этапов выполнения заказа, расчет которых можно выполнять и по ТОС принципам.
Построенная и работающая таким образом модель управления цепочки поставки обеспечивает сквозную, по всей цепочке поставке синхронизацию работ, и приоритезированный, исходя из глобальных, не локальных, заводских приоритетов план работ для каждого из узлов цепочки и/или для каждого из подразделений конкретного узла: ОГК/ОГТ, производства, финансистов, МТС, транспортной компании и пр.
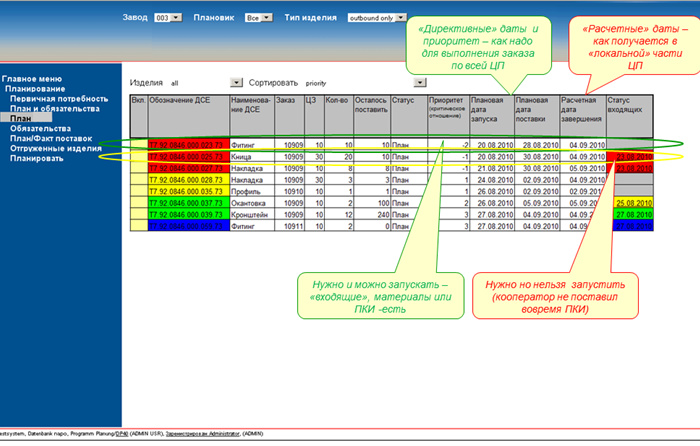
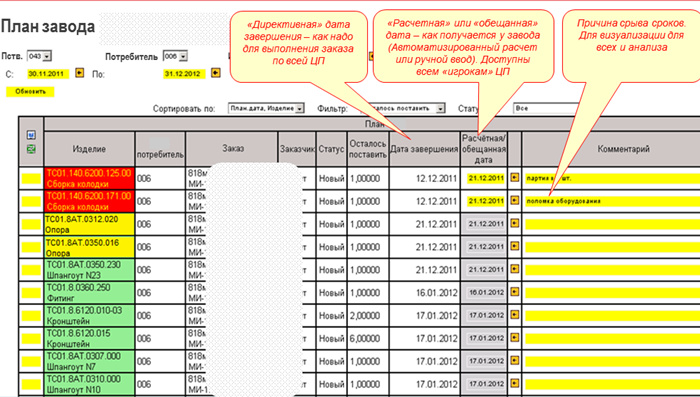
Рис. 5, 6. «Директивный» план запуска и выпуска, формируемый и контролируемый владельцем» ЦП, внутризаводское управление «как получается» и визуализация влияния на всю ЦП.
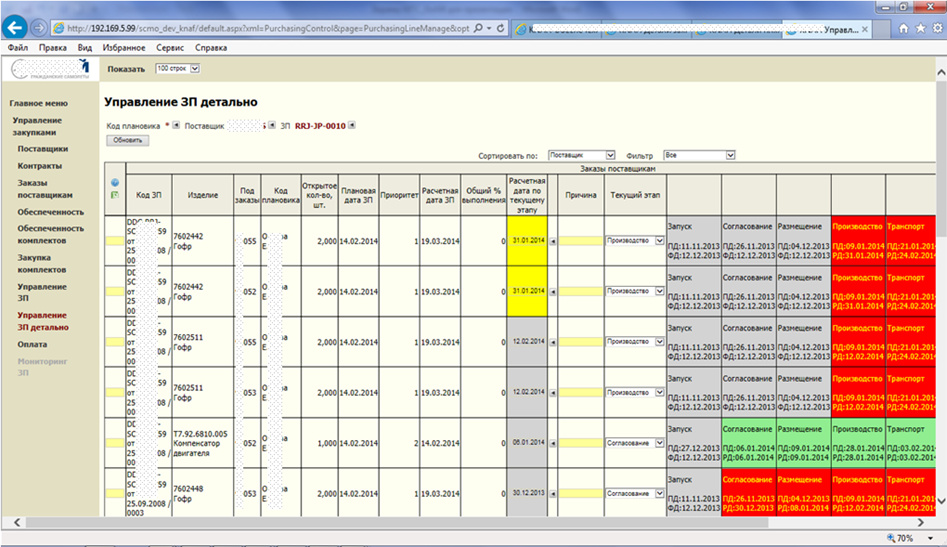
Рис. 7. Планирование и мониторинг выполнения задания для нескольких этапов ЦП, для различных изделий одного поставщика.
Мониторинг концептуально строится на указанных выше принципах, на основе современных информационных технологий и интернет.
Представляемая концепция управления цепочками поставок поддерживается информационной системой («Система Планирования и Мониторинга Цепочки Поставок» - СПМ ЦП), обеспечивающей общий доступ всем участникам цепочки поставки ко всей (или ограниченной) информации через интернет/интранет. (примеры выше и ниже - Система Планирования и Мониторинга Lean ERP SCMo).
Участники цепочки поставки либо работаю в системе напрямую (получают информацию по планам, вводят информацию статусах своих этапов), либо через интеграцию со своими «производственными» ИТ системами, при их наличии и адекватности. В этом случае, фактическая информация о работах кооператоров обеспечивается в СПМ ЦП напрямую, по мере ее возникновения.
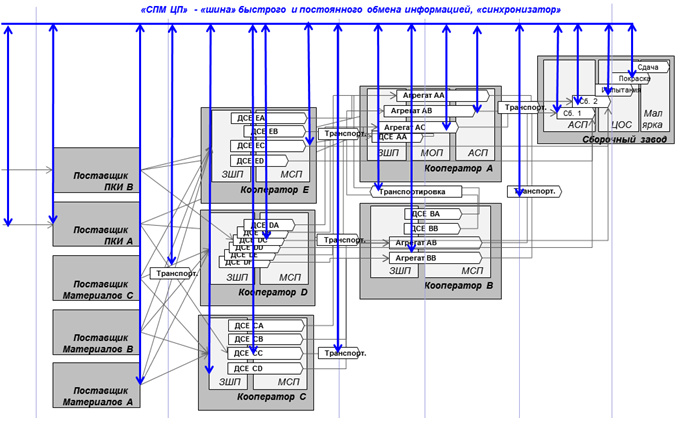
Рис. 8. «Быстрая цепочка поставок». Быстрый обмен информацией, on-line пересчет «расчетных» планов.
Построенная таким образом программно-методическая система обеспечивает полный и достоверный мониторинг хода выполнения заказа, с возможностью получения всей необходимой информации в режиме реального времени, и практически из любой пространственной точки цепочки поставок. Примеры того, что и как нужно и можно контролировать, приведены ниже.
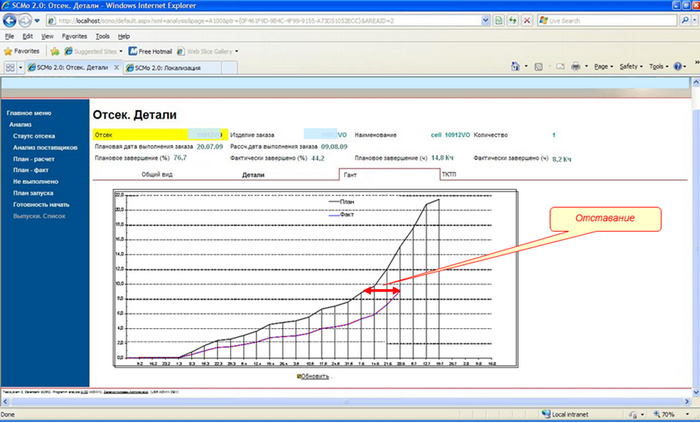
Рис. 9. Мониторинг: ход (темп) выполнения заказа/ОКР по всей ЦП, по всем этапам.
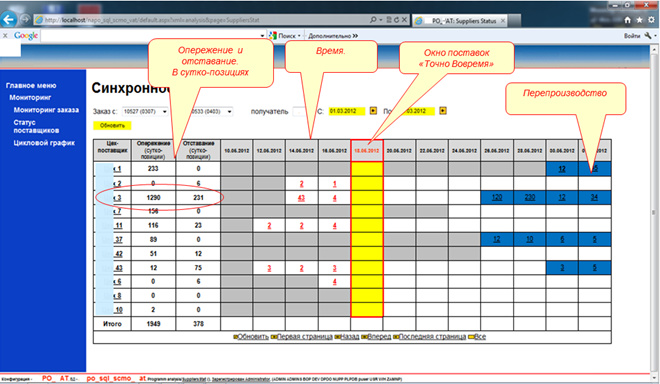
Рис. 10. Мониторинг: синхронность поставщиков
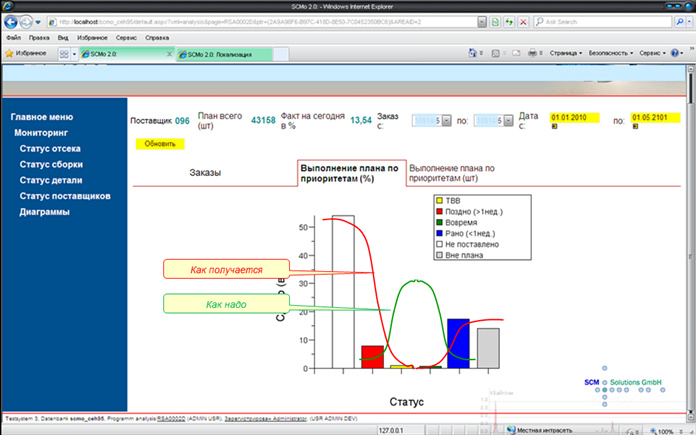
Рис. 11. Мониторинг: своевременность (качество соблюдения сроков и количества)
Представленная выше модель управления в полной мере может быть реализована для планирования и мониторинга производства не только цепочки поставки, но и локального завода. В данном случае, СИ практически совпадает с ЕСКДшной «расширенной спецификацией» (спецификация + расцеховка + материалы/ПКИ), а принципы планирования и учета строятся исходя из требований Производственной Системы предприятия.
Очевидно, что хорошо планируя «штуки», мы получаем отличный инструмент для планирования «денег» (финансов) по всей ЦП. Это особенно актуально в настоящее время, при росте объемов выпуска, явной ограниченности финансов по всей ЦП и большого времени «достижения» «денежного ручейка». В такой ситуации ранняя идентификация «узкого места» в ЦП обеспечит принятие правильного решения о точечном выделении финансов этому конкретному «узлу» (например – под закупку материалов/заготовок). И, при сравнительно малом объеме целевого финансирования (в т.ч. и с использованием схем аккредитивов), не «сверху-вниз» - «головной исполнитель-соисполнитель/кооператор», позволит запустить и поддерживать равномерный выпуск по всей ЦП.
Настоящие тенденции развития российских цепочек поставок, а именно:
свидетельствуют необходимости перевода управления выполнением заказов с уровня заводов на уровень синхронизированного управления производственно-логистических цепочек.
Практическая возможность применения представленных методов была подтверждена в 2009-14гг успешной реализацией СПМ ЦП (на базе ИТ системы Lean ERP SCMo) как для уровня «больших» заводов, которые при построении СПМ рассматривались именно как (микро) цепочки (заводы: «НАЗ им. В.П.Чкалова», «Казанский Вертолетный Завод», «Комсомольский-на-Амуре Филиал ГСС», «ВАСО») так и построением макетов системы/предпроектным моделированием для «владельцев» цепочек («ГСС», «Вертолеты России»).
[1] Производственно-логистические цепочки (supply chains), далее по тексту - цепочки или сети поставок.














