
Конкурентоспособность – это одна из ключевых составляющих успеха любого бизнеса и сегодняшняя жесткая конкурентная борьба позволяет задуматься о максимизировании эффективности использования оборудования.
Статья публикуется в рамках Конкурса работ «Управление производством - 2016»
Автор: Антон Ягудин, Заместитель генерального директора по развитию ПС, ПАО "Саранский Приборостроительный завод"
На современном этапе развития экономики, российские машиностроительные предприятия идут по пути роста масштабов производства и продаж, за счет использования современного металлообрабатывающего оборудования – станков с ЧПУ. Внедрение подобного рода оборудования позволяет предприятию достигать лидерства на рынке и удерживать конкурентные преимущества.
Конкурентоспособность – это одна из ключевых составляющих успеха любого бизнеса и сегодняшняя жесткая конкурентная борьба позволяет задуматься о максимизировании эффективности использования оборудования.
ПАО «Саранский приборостроительный завод» входит в список предприятий, которые за последнее десятилетие смогли перевести свое производство на современное оборудование.
Как и другие предприятия наш завод ощутил все плоды модернизации собственного производства и за 57 лет своего существования стал одним из лидеров приборостроения России, а также завоевал репутацию выгодного поставщика и надежного делового партнёра.
В настоящий момент основными направлениями деятельности предприятия являются производство приборов контроля и регулирования технологических процессов; производство сильфонов, упругих чувствительных элементов; инструментальное производство и механообработка.
Отличительной особенностью нашего производства от производства других предприятий является то, что оно мелкосерийное, такой тип производства, с учетом большого объема номенклатурной линейки продукции, зачастую позволяет выпускать предприятию уникальные, эксклюзивные изделия применяемые в военной, нефтегазовой сферах и ЖКХ, повышая тем самым конкурентный фактор, и давая возможность оставаться на плаву в тяжелое для экономики страны время, однако такое производство, конечно же, не лишено проблем и имеет свои недостатки.
При производстве деталей - комплектующих на изделия, используется парк высокоточных станков с ПУ, состоящий из 23 едениц фрезерной, токарной и автоматно-продольной групп, а также группа универсальных станков, которую со временем планируется заменить станками с ПУ. Целесообразность внедрения подобного рода оборудования, в условиях мелкосерийного производства очевидна:
Однако в этом во всем есть один большой минус, которым характеризуется мелкосерийное производство – это большое количество переналадок, и тем самым потерь общего фонда времени работы, в течении которого станок занят непосредственно обработкой деталей. А если еще учесть неизбежные отказы в работе, подналадки, организационные и технические простои, то вопрос рационального использования ресурсов становиться одним из самых актуальных на предприятии.
В итоге в начале 2015 года руководство предприятия приняло решение приобрести современный быстро разворачиваемый комплекс мониторинга станков с ПУ, позволяющий администрации предприятия контролировать производственный процесс, оценивать эффективность станков и производственного персонала.
Мониторинг ЧПУ – система сбора производственных/станочных данных, структурно представляющая собой блок мониторинга, подключенный к станку, охваченный сетью с сервером предприятия и выведенный на клиентские машины (см. рис. 1).

Рис. 1 – Комплекс МОНИТОРИНГ ЧПУ
Следует отметить, что блок автоматически фиксирует цикл станка, то есть время, затрачиваемое непосредственно на обработку детали, а простой станка фиксируется оператором станков с ПУ выбором (нажатием) определенной кнопки на блоке мониторинга с описанием события, характеризующего простой.
Если говорить о предпосылках внедрения системы мониторинга, то здесь стоит выделить следующие проблемы:
Оценка загруженности оборудования, до использования подобных систем, полагалась только на определенных догадках руководства предприятия, которое считало, что загрузка оборудования составляет процентов 70-75 от общего времени работы оборудования.
В феврале 2015 года на предприятии был организован пилотный проект внедрения системы на участке станков с ПУ - 5 единиц. На данный момент мониторингом охвачены 4 участка станков с ПУ, общей численностью - 23 единицы.
В первые два месяца работы комплекса мониторинга, система показала, что оборудование в среднем загружено всего на 40-45%, а среднее время на наладку детали составляло 6-8 часов. Таким образом, полученные данные сами собой продиктовали необходимость проведения мероприятий направленных на снижение потерь и увеличение времени работы станков в цикле.
В мае 2015 года был открыт проект по повышению эффективности использования станков с ПУ. Целью проекта являлось:
Анализируя данные системы мониторинга, особое внимание было уделено процессу наладки, который в процентном выражении от общего времени работы станков занимал в среднем 35-40% и был практически равен циклу станка. Исследуя действия наладчиков в процессе наладки, было выявлено, что практически половина времени приходилась на процесс программирования станков с ПУ, а также время, затрачиваемое на поиск инструмента и проблемы организационного характера, что по сути привело к появлению трех основных направлений реализации проекта.
На момент открытия проекта:
Для решения данных проблем была приобретена и внедрена на участках станков система автоматизации технологии производства – CAM система, способная уменьшить время программирования, наладки и исключить типичные ошибки на всех стадиях проектирования и обработки деталей.
Самое главное, на чем мы акцентировали свое внимание при внедрении системы — это возможность ухода от написания управляющих программ на стойках (сокращение времени наладки). На данный момент все организовано таким образом, что программы пишутся заранее бригадирами участков на компьютере, в определенных случаях технологами-программистами, в процессе которого используется база программ, а в ночное время на каждом участке, в обязательном порядке, остается в смене один обученный наладчик.
Внедрение данной системы проходило в несколько этапов, изображенных на рис. 2.

СНИЖЕНИЕ ВРЕМЕНИ НАЛАДКИ СТАНКОВ С ПУ НА 40% (с 7ч. до 4ч.)
Рис. 2 – Внедрение CAM системы
Стоит отметить этап обучения наладчиков, проводимый собственными силами, на основе разработанной методики обучения, в которую вошло изучение CAD, PDM систем и собственно САМ системы, в процессе которой совместными усилиями специалистов станочников и программистов были разработаны постпроцессоры под стойки станков, что, во-первых, позволило сократить стоимость приобретения CAM системы, а во-вторых, унифицировать получение управляющих программ под любые стойки станков.
С целью сокращения времени на поиск программ были организованы мероприятия по созданию базы управляющих программ и определено единое место хранение в виде PDM системы, схема организации которой показана на рис. 3. Интегрирование с САПР системами предприятия позволило проводить сквозной процесс конструкторско-технологической подготовки производства, который однозначно позволяет сократить сроки разработки, производства изделий и организовать более углубленное взаимодействие технологов с сотрудниками участков станков с ПУ по решению производственных проблем. На данный момент у нас насчитывается более 500 программ и работы по наполнению продолжаются.

Рис. 3 – Схема организации создания и хранения управляющих программ
Если говорить в целом о плюсах от внедрения CAM системы, которые мы получили, то здесь стоит отметить, что в процессе создания базы УП было сокращено время обработки деталей, за счет оптимизации ходов, уменьшения длины подводов/отводов, их видов, уменьшения шага обработки и т.д., что снижает прямые затраты и появилась возможность проведения токарно-фрезерной обработки деталей, что в свою очередь сократило количество операций и оборудования. В среднем, с учетом расчёта стоимости часа работы станка на предприятии, экономический эффект за 2016 г. с одного участка приходится на 450 тыс. руб. экономии.
Конечно же, появление подобного рода систем, нововведений в производстве сопровождаются проблемами и наше предприятие не исключение, процесс принятия наладчиками новых правил работы был встречен недопониманием, однако мы заранее предугадали данную проблему и при принятии решения разработали целую методику мотивирования и поощрения сотрудников. Так написание управляющей программы приравнивалось к улучшениям на производстве и оплачиваемым кайдзен – предложениям, а выполнение определенных нами требований к возможному росту грейдов сотрудников, то есть к росту заработной платы, что позволило привлечь их внимание.
Помимо программирования станков с ПУ одной из важных проблем на которую мы обратили внимание, это работа наладчиков/операторов, а также взаимодействие специалистов снабжения и технологов с инструментальной базой нашего хозяйства, одних это касается в виде хаотичного использования режущего инструмента, отсутствия понимания, где он находится, других касаемо отсутствия понимания какой инструмент необходимо покупать и в следствии потеря времени на наладку, на смену инструмента и большие траты денег на закупку.
Цель, которую мы перед собой поставили - обеспечение наиболее рационального и эффективного использования металлорежущих инструментов.
При использовании современных металлообрабатывающих станков возрастают требования к приобретению режущего инструмента. Рынок режущего инструмента на сегодняшний день представлен большим разнообразим конструктивных материалов, геометрией режущих кромок и т.д. и их рациональное использование на оборудовании непосредственно определяет качество и время обработки. В первую очередь было организовано взаимодействие технологов и снабженцев на проведение мероприятий по выявлению наилучших пластин по показателю стойкости и стоимости: проведены испытания твёрдосплавных пластин, расчет затрат на изготовление детали инструментом. Таким образом, подбор оптимальных пластин под детали позволил уменьшить их количество использования при увеличении производства, результат которых отображен в таблице 1 и в ряде случаев уменьшить время обработки детали за счет корректировки режимов резания пластин.
Таблица 1. Анализ закупок твердосплавных пластин.
|
Наименование показателя |
2014 г. |
2015 г. |
Отклонение |
|
Объемы производства |
28149500 |
32770000 |
+4620500 |
|
Закупка пластин, шт. (среднее значение за месяц) |
527 |
439 |
-88 |
Особое внимание было уделено проблеме использования инструмента на производстве, ни один наладчик не знал, где находится инструмент, необходимый именно в данный момент времени: ходили в поисках нужного инструмента по участку от станка к станку, тратили время. При решении данного вопроса мы пришли к выводу, что необходимо создавать единое центральное место хранения всех резцов, которые имеются на участках. Нами был спроектирован и изготовлен на участки, «инструментальный магазин», изображенный на рис. 4, который представляет собой принципиальной иной механизм хранения: это своеобразная «витрина», разделенная на ячейки под размер резцов, каждая из которых имеет свое имя по названию хранящейся в ней разновидности инструмента. При этом весь инструмент хранится в открытом доступе. Забирая нужный резец из инструментального магазина, наладчик оставляет в ячейке карточку со своего станка. Таким образом, в каждый момент времени любому работнику участка понятно, где искать необходимый инструмент. В итоге организовано не только централизованное прозрачное хранение инструмента, но и его оперативный учет на участке. Облегчив поиск нужного инструмента на участке, было сокращено часть времени затрачиваемое на процесс наладки.
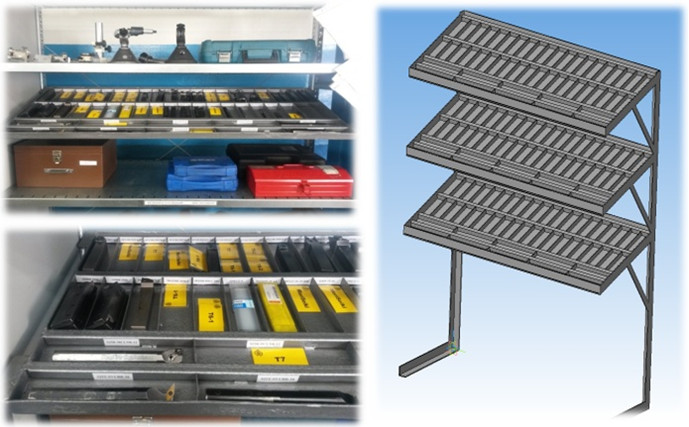
Рис. 4 – Инструментальный магазин
Благодаря имеющейся базе программ, написанных в САМ системе и знаний времени стойкости инструмента, полученных опытным путем, нам удалось начать проведение нормирования инструмента, способное определить кол-во инструмента необходимое на заданный промежуток времени и как следствие спланировать бюджет на его закупку.
Совместная тема инструмента и управляющих программ, позволила продумать внедрение на участках карт наладок (см. рис. 5) и сформировать их альбом. Карта наладки несет информацию, позволяющую оператору или наладчику, вне зависимости от уровня знаний и возможностей, без вмешательства в подробности и нюансы той или иной управляющей программы, осуществить наладку детали в сокращенные сроки.
Используя возможности системы мониторинга, были подключены в сеть станки с ЧПУ, что позволило организовать передачу управляющих программ на станок непосредственно с компьютера, на котором она пишется, а также снизить риск потерь управляющих программ.
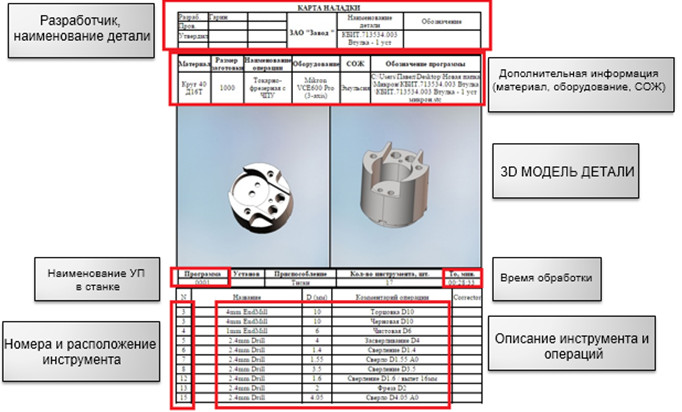
Рис. 5 – Карта наладки
Немало важным было бы отметить мероприятия, направленные на решение организационных проблем (см. рис. 6):


Рис. 6 – Рабочее место; участок заточных станков; визуализация
Еженедельно для руководства предприятия формируются отчеты (см. рис. 7), в которых отражена загрузка станка и все события, происходящие в течении недели, это позволяет анализировать и в оперативном порядке принять меры, направленные на корректировку данных системы в сторону улучшения.

Рис. 7 – Отчеты
Подводя итоги реализации проекта, предоставляем результат, изображенный на рисунке 8, полученный сравнением средних годовых показателей за 2015 и 2016 г.г. по участку пилотного внедрения системы мониторинга. Выполнение мероприятий проекта и в совокупности действия руководства и сотрудников, участвовавших в проекте, дало возможность, при увеличении кол-ва деталей и переналадок, увеличить загрузку оборудования и уменьшить время наладки до показателей, сопоставимых с поставленными перед началом проекта целей.
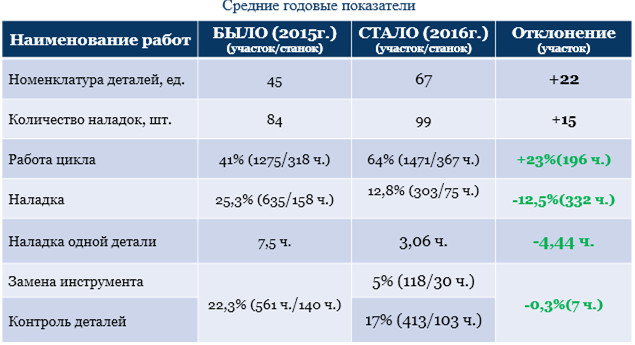
Рис. 8 – Результаты проекта













