Применение современных технологий для поддержания оборудования в работоспособном состоянии является одним из самых эффективных путей дальнейшего развития системы ремонтов на Ульяновском автомобильном заводе. Хорошим примером этого развития является внедрение виброанализа в ремонтное производство. Такой шаг позволил повысить надежность электродвигателей и снизить простои прессового оборудования в целом. Организацией работы по внедрению и созданию системы виброанализа руководит начальник центра управления ремонтами В.Н. Рыбаков. О своей деятельности он и рассказал.

В.Н. Рыбаков, начальник центра управления ремонтами
Благодарим Пресс-центр ПАО «Ульяновский автомобильный завод» за предоставление данного материала.
– Вячеслав Николаевич, как удалось снизить количество отказов электродвигателей в прессовом производстве за последние годы?
– Несколько лет назад мы внедрили в ремонтное производство систему виброанализа. Пресса в прессовом производстве эксплуатируются длительное время – по 30-40 лет, поэтому актуальной является проблема поддержания данного оборудования в надлежащей технической готовности. А у ремонтников, которые обслуживают прессовое производство, также есть дополнительные сложности и ограничения: по объему финансирования, времени вывода оборудования в ремонт, численности персонала. Работать в жестко ограниченных условиях и при этом успешно выполнять поставленные задачи как раз и помогает система виброанализа, которая позволяет без существенных финансовых затрат увеличить надежность оборудования.
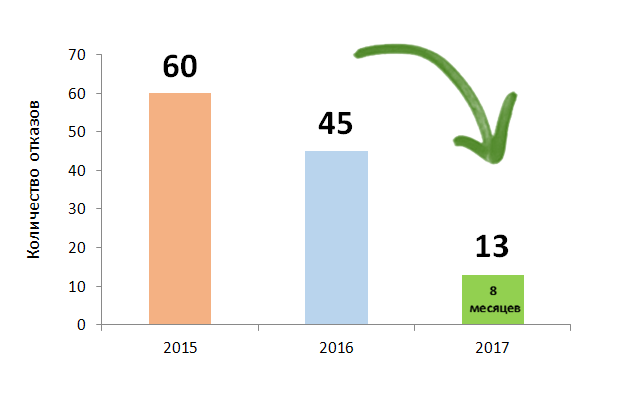
Рис. 1. Динамика отказов электродвигателей на прессах в прессовом производстве за 2015-2017 гг.
– Расскажите, в чем заключается суть виброанализа?
– Специальный прибор позволяет снимать на контрольных точках работающего оборудования показатели вибрации, которые затем с помощью программного обеспечения раскладываются в спектры. Полученные спектры анализируются по определенной методике.
Ее суть состоит в том, что она дает возможность производить дефектовку и оценивать техническое состояние оборудования безразборным методом. Представляете, мы как бы делаем прозрачным корпус машины и видим, что происходит внутри. А когда знаешь, что происходит с агрегатом, уже можно эффективно управлять его надежностью. Ведь проще остановить двигатель и заменить одну из его деталей, чем ждать, когда произойдет его полное разрушение.
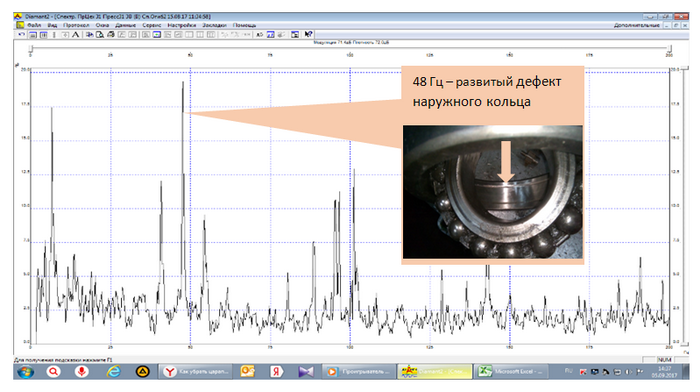
Рис. 2. Спектр дефекта подшипника
– Когда система виброанализа стала применяться на нашем предприятии?
– Началось все в 2013 году, кода генеральный директор В.А. Швецов принял решение о создании группы диагностики. Именно тогда было закуплено все необходимое оборудование, а также отобраны инженеры, перед которыми стояла сложная задача – изучить объемный новый материал. Специалист в области вибродиагностики должен знать основы вибрации, устройство и порядок эксплуатации приборов, программное обеспечение, устройство машин, уметь рассчитывать и анализировать большое количество параметров, чтобы точно диагностировать состояние оборудования. Для предприятия эта практика была новой, и до этого момента ни у кого из работников не было опыта работы в данной области. В ВУЗах этому не учат.
– И вы с этой задачей справились?
– Сегодня можно сказать, что да, справились. По общим результатам, изображенным на графике выше, мы можем видеть, что динамика отказов электродвигателей в последние годы снижается. А на частном примере 111-го пресса в прессовом производстве могу пояснить, как это происходит.
На электродвигателе пресса № 111 мы периодически производим мониторинг уровня вибрации. После очередной замены электродвигателя в 2014 году три следующих года уровень вибрации не выходил за рамки нормативных значений. Но в 2017 году уровни вибрации начали расти. Методами виброанализа была выявлена причина повышенной вибрации – износ подшипника. На 111-й пресс был подготовлен двигатель-дублер и заменен без аварийной остановки пресса. После нашего обследования и на двигателе-дублере, установленном на прессе, тоже был выявлен дефект – перекос муфты, и мы дали рекомендацию по устранению данного дефекта. В результате оба дефекта были устранены, а пресс при этом не простоял в экстренном ремонте ни одной минуты. Замена узлов на электродвигателе тоже прошла в штатном режиме и бюджетных рамках.
А теперь представим, как развивались бы события при отсутствии этого контроля: подшипник пришел бы в негодность и мог бы разрушить ротор, муфта перекосила бы вал и второй подшипник на втором двигателе тоже мог бы разрушиться. Тогда сгорели бы два ценных электродвигателя (каждый по 1,5 млн рублей), а общий простой по времени насчитывал бы несколько суток, в результате чего СГИ превысила бы бюджет закупок.
– Как строится работа по внедрению этой технологии?
– Сама технология направлена на повышение надежности оборудования, а такой результат достигается только путем командной работы. И это по силам только эффективному коллективу единомышленников. Весомый вклад в достижение данного результат внесли многие специалисты.
Так, начальник бюро диагностики А.М. Спиридонов со своими подчиненными инженерами И.Т. Гладких и С.Е. Антоновым провели снятие показаний, проанализировали и продиагностировали состояние электродвигателя, выдали предписания и проконтролировали их исполнение.
Работники службы главного инженера совместно с начальником прессового цеха Е.Е. Красненковым определили оптимальное время вывода оборудования из эксплуатации для проведения данных работ и в согласованные сроки устранили данный дефект.
Начальник комплекса ТОиР прессового оборудования О.Н. Русаков непосредственно организовал, выполнил ремонт и замену электродвигателя силами бригады департамента ТОиР С.П. Софронова и начальника участка по ремонту электродвигателей РМЦ Т.Н. Тубалова.
Все сотрудники на всех уровнях сработали четко. И в итоге мы достигли закономерного результата – дефект своевременно выявлен и устранен, простой не допущен!
– Какие вы видите перспективы развития данного направления на заводе?
– Конечно же, применение виброанализа в производственном процессе будет только расширяться. Лично я считаю это направление по-настоящему перспективным. Сейчас на все предприятие с 7 тыс. единиц оборудования у нас всего два вибродиагноста. Для сравнения – на «Уралкалии» 300 ремонтников, обученных виброанализу, на 20 тыс. единиц оборудования. Я считаю, что на нашем предприятии также необходимо расширить количество специалистов данного направления.
Сами технологии виброанализа тоже не стоят на месте. Мы уже протестировали на нашем оборудовании новейшую систему «SefePlant» отечественного производителя – фирмы «БалансМаш». Данная система в 10 раз производительнее и точнее, чем та, которой мы сейчас пользуемся. Ее внедрение на нашем предприятии позволило бы вывести вибродиагностику на принципиально новый уровень.
В настоящее время мы готовим материалы на 2018 год с целью защиты инвестиционного проекта для дальнейшего инновационного развития ремонтов на предприятии.
Так что мы никогда не стоим на месте и идем в ногу со временем.