Операторы должны отвечать за качество – лозунг правильный. Но чтобы он не остался пустым звуком, нужно не просто возложить на людей ответственность за качество, и мало даже заинтересовать их рублем. Важно помочь: предоставить удобные и эффективные инструменты контроля, которые позволили бы полностью исключить брак.
Благодарим редакцию корпоративного журнала "Время машин" Корпорации "Русские машины" за предоставление данного материала.
Сергей Кондратьев, наладчик цеха блока цилиндров Ярославского моторного завода (площадка по выпуску V-образных двигателей), начинает рабочий день с осмотра фрезерно-расточного обрабатывающего центра: проверяет уровень масла, пульт управления, работу пневмосистемы, индикатор смазки в гидросистеме. Затем оценивает комплектность режущего инструмента. Далее подходит к станции контроля - она тут же, в двух шагах, проверяет измерительный инструмент. Его движения доведены почти до автоматизма.
На «Автодизеле», как и на всех предприятиях «Группы ГАЗ», операторы уже не первый год несут персональную ответственность за качество продукции, однако раньше проверку делали по старинке - выборочно и уже готовых изделий. Нет-нет, но бракованные детали просачивались к потребителю, хотя и случалось это крайне редко. Но не подвергать же сплошной проверке все, что сделано за смену! Почти нереально, да и никакой, самый строгий контроль готовой продукции не защитит от брака. Нужны элементы встроенного качества, которые пресекают дефекты в зародыше. Приемка первой детали, которая активно применяется в автокомпонентных производствах «Группы ГАЗ» в 2017 году, решила эту проблему.
- «Поймай дефект на месте преступления!» - так мы называем новую методику, - шутит Леонид Турбанов, ведущий специалист по развитию ПС Ярославского моторного завода. - Ни один дефект теперь не может проникнуть не то что к внешнему, но даже и к внутреннему потребителю - на сборку.
- Безупречное состояние оборудования - гарант стабильного качества продукции, - как по писаному изрекает Сергей Кондратьев. Но за этими правильными словами - наработанный опыт. Вот наладчик запускает станок на первую, холостую прогонку. Убедившись, что он в норме, Сергей отправляет в его «чрево» первый блок. Железный великан загрохотал - начал фрезеровать поверхности и растачивать отверстия.
Минут через 15 наш собеседник с помощью кран-балки бережно переносит обработанный блок на специальный стол для измерений. Надевает защитные очки, сдувает сжатым воздухом с заготовки стружку и металлическую пыль и берется за измерительные инструменты. Они тут же, под рукой, каждый подписан и располагается в отдельной ячейке.
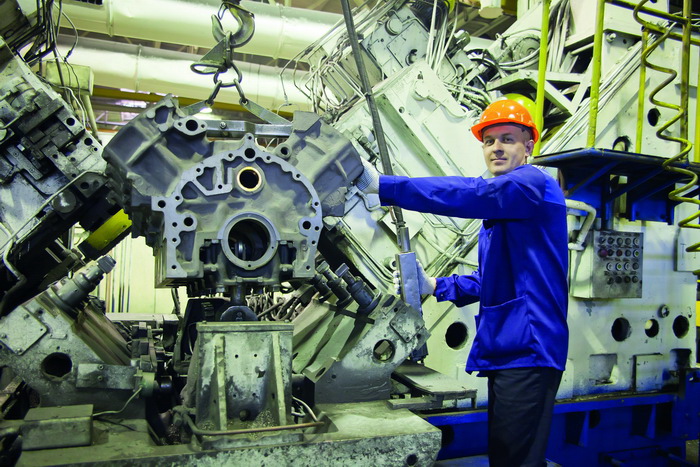
С помощью кран-балки Сергей Кондратьев бережно переносит обработанный блок цилиндров на специальный стол для измерений
- Меня обучили замерам, и я всегда могу свериться с четкими и ясными инструкциями, которые разработали специалисты по качеству и Производственной системе, - поясняет Сергей, ни на мгновение не замедляя движений. - Результаты замеров вписываю в карту статистического контроля и сравниваю их с границами допуска.
Наконец он выносит вердикт: «Годная!». Затем вешает на деталь бирку с соответствующей надписью, аккуратно вписывает дату и время и помещает изделие в зону зеленого цвета.
Теперь можно запускать партию. У Сергея, по плану контроля, это 19 штук. Затем процесс замера повторяется, и следующая годная деталь с указанным временем изготовления помещается в зеленую зону, сменяя предыдущее изделие.
- А если бы деталь была с отклонениями? - задаю Сергею «неудобный» вопрос.
- На моей практике давно такого не было, я всегда тщательно слежу за своим станком и обрабатывающим инструментом. Но даже если и представить такую ситуацию, то согласно инструкции отправлю деталь в изолятор брака, проведу подналадку станка - возможно, сбились режимы, или поменяю инструмент и вновь повторю действия до получения образцовой детали. И уже от нее поведу отсчет партии.
- А что, если 20-я деталь окажется с дефектом? - продолжаю пытать парня.
- Остановлю процесс, перепроверю предыдущую партию и буду искать ту деталь, с которой пошел брак. Теперь это делать гораздо проще - я точно знаю, что искать буду всего среди 19 изделий. Если проблему с оборудованием мне не устранить самому, вызову мастера, он свяжется с сервисным центром и пригласит для ремонта механика или энергетика. Главное для меня - не допустить дефектные детали на сборку. Именно за это я в ответе!
На самом деле мои вопросы провокационные, и брак ни с того ни с сего не случится, ведь Сергей Кондратьев может спрогнозировать его появление заранее - при замерах он заметит, как смещаются параметры, приближаясь к границам допусков. Для того чтобы видеть всю картину, наладчик и вписывает размеры в карту статистического контроля.
- Мы вносим данные статистического контроля в компьютер и просчитываем специальный параметр, показывающий степень стабильности технологического оборудования. По нему мы можем строить точные прогнозы отказов, сбоев или износа инструмента и заранее предотвратить проблемы, - говорит Игорь Аникеев, контролер УТК цеха блока цилиндров «Автодизеля».

Виктор Голубкин и Игорь Аникеев
Сервисный центр ЯМЗ создал паспорта на каждый станок с полной информацией: перечнем основных узлов и деталей, графиком ТО и ремонтов, картой проверки оборудования на геометрическую точность, стандартом на обслуживание механиком и энергетиком, картой контроля стабильности и др. Эта информация, собранная в одном месте, позволяет гораздо быстрее справляться с неполадками.
Сергей Вальков, директор по качеству ЯМЗ, верно подмечает, что никакая система контроля качества не будет иметь успеха до тех пор, пока операторы сами не будут в нем заинтересованы. Но заинтересованность должна сопровождаться пониманием, зачем нужно то или иное действие, почему важно столь скрупулезно исполнять прописанный регламент.
Сергей Кондратьев из таких - сознательных. Он понимает смысл каждого своего действия, может его толково объяснить. Все это помогает не просто установить, с какого места идет сбой по параметрам, но и предотвратить его, пока цифры меняются еще в пределах границ регулирования, то есть когда деталь еще годная. Именно поэтому участок Сергея выбран эталонным, и именно с этого участка процесс приемки «первой годной» шагнул в другие подразделения завода.
Но не все рабочие на первых порах проявляли сознательность. Пока внедряли ноу-хау, сталкивались с тем, что кто-то мог не подписать дату и время выпуска первой годной, возможно, считая это лишней формальностью. Помогли специалисты по качеству и по внедрению ПС, которые провели обучение людей.
- Когда оператор сам тщательно проверяет работу, контролирует процесс, и у него появляется возможность на него повлиять, возникает и чувство ответственности, и самоуважение, - замечает Леонид Турбанов.
- Ну, а поскольку от цеха-потребителя замечаний нет, мы стабильно получаем 20% к премии за отличное качество! - заключает Сергей Кондратьев. - «Мы» - это коллектив цеха блока цилиндров. Ведь опыт эталонного участка здесь уже распространен, а значит, по-новому работает вся команда.
Что такое «Приемка первой годной детали»?
Инструмент визуализированного контроля качества в соответствии с международным стандартом менеджмента качества IATF 16949. В 2017 году его внедряют на всех предприятиях «Группы ГАЗ». Этот инструмент подходит для серийного производства, когда изделия изготавливаются не единично, а партиями и в основном для механообработки. Охватывают таким контролем не все, а лишь критически важные процессы. Главная цель - сделать так, чтобы оборудование и оснастка были изначально настроены точно под установленные требования. Таким образом можно гарантировать производство годных изделий.
Что находится в зоне приемки первой годной детали?
Станция контроля:
Стенд рабочего места:
Елена Васильева, фото Артема Рассадина














