Стандартизированная система организации труда позволяет эффективно управлять процессами производства и достигать высоких показателей по безопасности и качеству.
Благодарим Пресс-центр ПАО «Ульяновский автомобильный завод» за предоставление данного материала.
Автор: Сергей Григорьев, ведущий специалист Службы производственной системы ПАО «Ульяновский автомобильный завод»
На сегодняшний момент, на предприятии активно внедряются различные инструменты производственной системы, одним из элементов которой является четкое определение стандарта выполняемых операций, его оформление и доведение до операторов.
Стандартизированная система организации труда позволяет эффективно управлять процессами производства и достигать высоких показателей по безопасности и качеству. Зачастую складывается мнение, что на эффективность производственного процесса не оказывает влияния, сколько оператор делает лишних движений в своей рабочей зоне, в какой руке держит инструмент или деталь, и в какой очередности выполняет действия. Однако важно понимать, что лишнее движение оператора или непродуманное действие в периметре ответственности может стать причиной травмы, дефекта выпускаемой продукции или полной остановки производственной линии. А это все в свою очередь ведет к потерям на производстве. Таким образом, несоблюдение стандарта работы оператора является одной из основных причин неэффективности производства.
Стандартом работы можно назвать определенный, четко сформулированный набор действий и описание движений, которые являются наилучшими для выполнения на данный момент для работника на посту. На нашем предприятии данным стандартом являются: карта стандартизированной работы (КСР) и карта стандартизированных операций (КСО). А для того чтобы знать, что оператор должным образом соблюдает все условия выполнения прописанные в стандарте (КСР, КСО), необходимо ежедневно вести проверку выполнения процесса оператором. Для этого и разработан инструмент: КОНТРОЛЬ ВЫПОЛНЕНИЯ СТАНДАРТНОГО ПРОЦЕССА ОПЕРАТОРОМ при помощи «Т-Карты проверки оператора».
На предприятии разработана и утверждена инструкция УАЗ-И-ПР-006-01 для проведения обучающих тренингов. Кроме того разработано учебное пособие в виде презентации.
Контроль выполнения стандартного процесса осуществляется при помощи Т-карты проверки оператора. Т-карта проверки оператора – это средство визуального менеджмента, которое предполагает проверку выполнения оператором на рабочих постах / рабочих местах требований по основным направлениям: безопасность, качество, организация рабочего места, доставка и стоимость, а также обслуживание оборудования. Название дано по форме документа в виде буквы «Т».

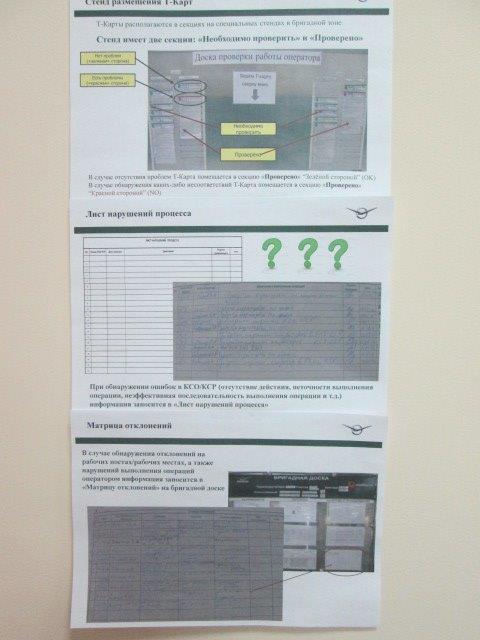
Данные карты располагаются в секциях на специальных стендах в бригадной зоне. На данном стенде для каждого рабочего поста / места имеются две секции: «Необходимо проверить» и «Проверено». В секции «Необходимо проверить» находится Т-карта до начала проверки. Каждый раз при проведении проверки ответственный специалист вынимает следующую по порядку Т-карту из этой секции до тех пор, пока все Т-карты не окажутся в секции «Проверено». По результатам проверки Т-карта помещается в секцию «Проверено»: зеленой стороной – если при проверке нарушений и замечаний нет, и красной стороной – если нарушения и замечания есть. В секцию «Необходимо проверить» перемещаются только Т-карты, обращенные зеленой стороной, а Т-карты, обращенные красной стороной, остаются в секции «Проверено» до окончательного устранения замечаний. Факт проверки отмечается в чек-листе «Контроль стандартного процесса», где проверяющий указывает номер проверяемой КСО / КСР и ставит свою подпись в графе OK / NOK за соответствующую дату. Данный лист оформляется на обе смены. Замечания, выявленные в процессе проверки, заносятся в лист нарушений процесса либо в матрицу отклонений. Если обнаружены ошибки в КСО / КСР (неточности выполнения операции, неэффективная последовательность выполнения операции и т.д.), то информация заносится в лист нарушений процесса и информация сообщается начальнику участка и инженеру-технологу. Если же обнаружены отклонения на рабочих постах / местах, а также нарушения выполнения операции оператором, информация заносится в матрицу отклонений для последующего устранения с отслеживанием статуса.
На данный момент в ПСиСА проводятся обучающие тренинги с бригадирами (69чел.), начальниками участков (12чел.), в каждую бригадную зону изготавливаются стенды для Т-карт.
Таким образом, знания стандарта оператора является основной опорой, которая, с одной стороны, позволяет гарантировать качество выполнения работы, а также определить моменты, связанные с риском.
Подводя итог вышесказанному, подчеркну, что стандартизация является фундаментом менеджмента качества, а проверка выполнения стандартного процесса оператора является помощником в выявлении несоответствий, устранении неисправностей и недопущении их в будущем.














