В 2011 году руководством ОАО «ТГК-1» было принято решение о запуске пилотного проекта «Бережливое производство» на Северной ТЭЦ. Был заключен договор с компанией-консультантом, собрана проектная команда специалистов. За 2 года существования лин-направления в ТГК-1 накоплен достаточный опыт, разработаны новые стандарты, постепенно программа внедряется на всех станциях компании в Петербурге. А сегодня мы знакомимся с работой системы Бережливого производства, находясь на Выборгской ТЭЦ в Петербурге.
По сути, как справедливо отмечает Алексей Воробьев, заместитель главного инженера ОАО «ТГК-1», система управления производством в энергетике была всегда. Десятки лет энергетики пользуются четко определенной нормативной базой, которая принципиально не меняется. Это касается охраны труда, техники безопасности, вопросов, связанных с эксплуатацией и ремонтом оборудования.
– Другое дело, что с переходом на рыночные рельсы энергетика претерпела за последний десяток лет серьезные изменения, – говорит А. Воробьев, называя причины внедрения принципов Бережливого производства в компании. – От эффективности работы компании сегодня зависит, будут ли у нее средства на эксплуатацию, ремонт и собственно генерацию. Поэтому к результатам производства стали предъявляться более серьезные требования в смысле экономической выгоды.
Как отмечает наш собеседник, принципы Бережливого производства начали внедрять на станциях ТГК-1, потому что самый очевидный способ повысить экономический эффект – это сократить издержки.

Фото 1. Инженеры, сопровождающие поддержку инструментов производственной системы, большую часть времени проводят в цеху.

Фото 2. Вячеслав Ташенов, заместитель начальника цеха по эксплуатации Выборгской ТЭЦ, начальник смены электроцеха, рассказывает о нововведениях, которые помогают оперативному персоналу наиболее эффективно проводить обходы и осмотры оборудования.
Но нельзя сказать, что происходит полная замена старой производственной системы на новую. Говоря о том, как сегодня работает система Бережливого производства в компании, А. Воробьев подчеркивает: «Наша цель – внедрить новые принципы в существующую структуру, четко отладить процессы. Мы не ставили перед собой задачу создать какую-то альтернативную систему – да это и невозможно. То, что мы сделали, так это прописали новые стандарты, которые уже не просто рекомендованы к исполнению, а становятся обязательными для всех. Раньше единых подходов и инструментов не было – решения принимались больше на уровне руководства каждой конкретной станции. Сегодня рабочими процессами можно управлять централизованно, появилась возможность более четко контролировать качество ведения режима.
Например, мы активно внедряем принцип визуализации на производстве. На станциях появились доски отклонений, проблем и дефектов, доски планирования, которые видят все. Если неполадка долго не устраняется, это вызывает вопросы, выносится на обсуждение на планерках. Визуализация – очень эффективный инструмент, который помогает существенно сокращать время реакции на отклонения».
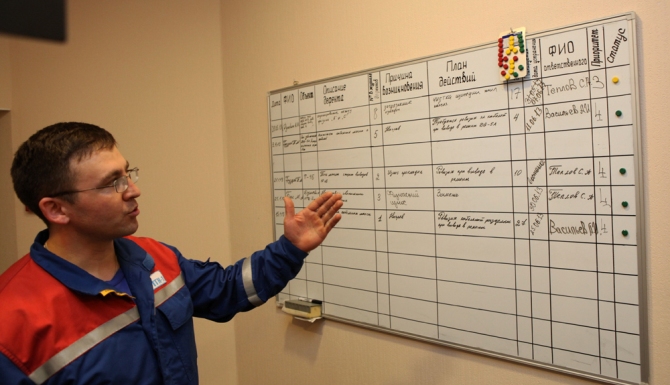
Фото 3. Доска проблем позволяет минимизировать сроки решения производственных задач. В нашем понимании проблемы – возможность для улучшения.

Фото 4. Точное ведение режима на электростанции – важнейшая задача оперативной смены. Доски отклонений – наглядное средство визуализации проблем, помогающее выявлять дефекты на ранней стадии.

Фото 5. Инфографика помогает персоналу быстрее научиться пользоваться инструментами бережливого производства.
В ТГК-1 уверены: сделать новую систему гибкой возможно лишь при наличии обратной связи от станций и обязательной корректировки новых стандартов.
– Большинство инструментов прошли апробацию в рамках пилотного проекта, и уже получена обратная связь от реальных участников производственного процесса; однако это только начало, – комментирует А. Воробьев. – На местах в тесной связке с сотрудниками станций трудится группа совершенствования производством, которая постоянно следит за тем, насколько инструмент помогает людям делать их работу лучше, какой есть экономический эффект, что еще можно улучшить. Постоянное и непрерывное совершенствование – ключевой принцип системы Бережливого производства, которому компания неуклонно следует.
О том, как это происходит на практике, А. Воробьев рассказывает на примере работы системы обходов:
– Например, возьмем такое направление, как система обходов. Есть необходимость того, чтобы оперативный персонал осуществлял контроль за порученным ему оборудованием. Исходя из своего опыта, мы разработали четкий стандарт, с какой периодичностью и по какому маршруту производится обход, внедрили идею листков обхода, в которых работник станции отмечал время и расписывался.

Фото 6. На энергетическом предприятии крайне важно вовремя выполнять обходы и осмотры оборудования.

Фото 7. ТГК-1 постоянно совершенствует свою производственную систему. Старая версия системы контроля обхода оборудования была бумажная. Вячеслав Ташенов, заместитель начальника цеха по эксплуатации Выборгской ТЭЦ, рассказывает о важности системы обходов и регулярного осмотра оборудования.
Однако мы понимали, что система несовершенна, это дополнительная бумажная работа для сотрудников. К тому же точно нельзя было сказать, действительно ли произведены обходы и в какое время, ведь на листочке можно прийти и расписаться когда угодно. Тогда ребята в рамках реализации инициатив по совершенствованию в дирекции производственных систем предложили совершенно оригинальное решение – внедрить электронную систему контроля.
Идея очень простая. Используются радиометки – наклейки, которые закрепляются на оборудовании. А у персонала есть считыватель. И он по маршруту своего обхода прикладывает считыватель на контрольных точках к меткам. После того, как работник вернулся на место, он кладет считыватель на специальную панель, и информация передается в компьютер.
На этом примере видно, как мы постепенно совершенствовали инструмент. Как только появился способ сделать систему обходов максимально удобной для всех участников рабочего процесса, а также получить на выходе более широкие возможности для контроля за ведением режима, мы сделали это.

Фото 8. Разработка ТГК-1 – электронная система контроля обходов оборудования (ЭСКОО). Во время обхода сотрудник прикладывает считывающее устройство к метке – это помогает эффективно контролировать, в какое время персонал появлялся на контрольной точке, и не допускать пропусков.

Фото 9. Средства оперативной диагностики, разработанные группой совершенствования производства Выборгской ТЭЦ, позволяют директору станции в любой момент контролировать качество ведения режима.
Несколько лет внедрения системы Бережливого производства принесли компании свои результаты. Какие именно, нам рассказал Сергей Иванов, директор дирекции производственных систем ОАО «ТГК-1»:
– Ключевым показателем эффективности нашей работы, конечно, является финансовый результат. Если приводить конкретные цифры, общий эффект инициатив дирекции в программе повышения акционерной стоимости компании за 2 года составил более 150 млн рублей. Оцениваем такой результат как положительный. И продолжаем работать дальше.
Кстати, отмечу, что внедрение принципов Бережливого производства – процесс со своей динамикой. Вначале мы брали в работу очевидные погрешности для исправления, разрабатывали стандарты и через некоторое время получали хороший результат. Сейчас идем дальше и глубже. То, что можно улучшить, уже не лежит на поверхности. Становится сложнее, но тем и интереснее. Таким образом, мы непрерывно работаем над улучшением. И это один из факторов успеха.
Среди других причин успеха С. Иванов называет, конечно же, и человеческий фактор:
– Успех ЛИН – это еще и заслуга персонала ОАО «ТГК-1». Мы же внедряемся на производство, и если руководство и среднее звено не примут саму идею перемен, не проникнутся, ничего не получится. Так что результат напрямую зависит от человеческого фактора.
Что важно, не только руководство помогает, но и просто специалисты на местах. У нас, например, хорошо работает система рационализаторских предложений.

Фото 10. Слева – ящик сбора бланков аудита. После каждого аудита сотрудники ТЭЦ опускают в него заполненные бланки, которые затем поступают в централизованную обработку. Справа – ящик для рацпредложений – это эффективный способ сбора идей, хорошо знакомый тем, кто работает на производстве долгие годы.
Люди предлагают, как реально оптимизировать свой труд, сделать более эффективными производственные процессы. Та же ЭСКОО. На своем персональном компьютере директор станции и начальник цеха могут следить за тем, четко ли по графику та или иная смена осуществляет обходы, какие выявляются проблемы.
Интересно, что компьютерная программа была написана сотрудником ГСП Выборгской ТЭЦ Дмитрием Малеговым по его личной инициативе. Затраты по ее внедрению на станции не превысили 50 тысяч рублей. Это деньги на покупку чипов и считывающих устройств для установки на контрольных точках в цехах. При этом эквивалент подобной системы при заказе у компании-разработчика мог бы стоить до миллиона.

Фото 11. Сделать работу в срок начальнику аварийно-ремонтной службы помогают инструменты планирования. Доска планирования ремонтных работ позволяет эффективно распределять трудовые ресурсы.
Получается такая формула успеха – непрерывность совершенствования, поддержка людей на местах и инициативность всех заинтересованных в результате участников производственного процесса.
Подготовила Ольга Лазарева














