Опытом делится Марат Киямов, Финансовый директор ЮНИС-ГРУПП.
Автор: Марат Киямов, Финансовый директор ЮНИС-ГРУПП.
Почему большинство российских компаний по производству светопрозрачных конструкций из ПВХ работают лишь на 60% от номинальной производственной мощности? Помимо стандартного набора проблем, свойственного для всего промышленного сектора, есть характерные для оконного бизнеса. Во-первых, это высокая сезонность данного сегмента (пиковые нагрузки в семь раз превышают объемы заказов в межсезонье). Из-за таких перепадов производственные компании не могут комплектовать полный штат рабочих, так как после прохождения сезона сразу встает вопрос о его сокращении (набирать временных рабочих, не представляется возможным, из-за отсутствия квалификации последних). Во-вторых, (основываясь на опыте самарских предприятий) можно констатировать, что большинство производственных компаний тратят на производство продукции в сезон в три раза больше времени, чем это действительно требуется. Это связано на прямую с системой оперативного планирования производства, точнее с ее отсутствием.
Дело в том, что до определенного уровня, до 200 конструкций в сутки, данная проблема себя ни как не проявляет. «Случайные» сбои становятся периодическими с увеличением объема до 300 конструкций: часть изделий «пропадает», часть производится дважды, заказы перемешиваются друг с другом и т.д.. Когда же суточный план переваливает за 300 конструкций, на производстве начинается хаос: резко возрастает производственный цикл, а вместе с ним трудозатраты и количество рекламаций. И так каждый сезон.
Большинство руководителей предприятий правильно интерпретируют проблему увеличения времени выполнения заказа как потерю конкурентного преимущества. Хотя пытаются решить ее слишком радикально, обвиняя во всем сотрудников, при чем от директоров до уборщиц, включительно. Но, так как процесс решения проблемы не отработан и люди не знают, как к нему подступиться, увольнение сотрудников и даже покупка новых станков, совершенно бессмысленные занятия.
Решение вопроса необходимо начинать с освоения современных методов управления и построения адекватной референтной модели процесса планирования!
Принцип оперативного планирования, используя математические методы, представляет планирование в качестве динамического процесса, с учетом ограничений по мощности оборудования, влияющего на период технологического цикла. Поэтому для повышения эффективности компании, необходимо стремиться к повышению эффективности прежде всего производственной системы. В этом случае финансовый директор оптимизируя производственные ресурсы, обязан понимать, какую прибыль и какие убытки понесет производство в ближайшем будущем, чтобы соотнести свои расчеты с временем производственного цикла. Ибо производственный цикл, как мы знаем, соответствует обороту денег. Проблема, заключается в том, что финансисты как правило не учитывают этот показатель в своих расчетах, так как не имеют о нем детального представления.
Итак, технологический цикл — это совокупность технологических операций, состоящая из трех элементов:
Технологические операции, в свою очередь, являются элементами общего потока создания ценности и влияют друг на друга, поскольку все факторы взаимосвязаны в пространстве и времени. С учетом позаказного типа, где каждое изделие отличается от последующего и предыдущего, потребность в оперативном планировании усиливается за счет высокой вариабельности производства и наличием узких мест. Узкое место — это явление, при котором производительность системы ограничена одним или несколькими ресурсами. Ограничение, в данном случае, определяется в пределах производственной системы как нечто ограничивающее в достижении более высокой производительности, относительно главной цели. Вопрос, связанный с вариабельностью, усугубляется тем, что попытки руководства «обойти» оперативное планирование и как-то приспособиться порождают новые волны вариации, и вернуться к нормальному ритму становится труднее. После того, как очередная волна новых специалистов «утрачивает доверие», руководство предприятия (рано или поздно) правильно формулирует первый вопрос:
Как составить карту процесса, производящего большое разнообразие типов продукции, производство каждого из которых имеет различное время цикла (за счет уникальных характеристик каждого окна)?
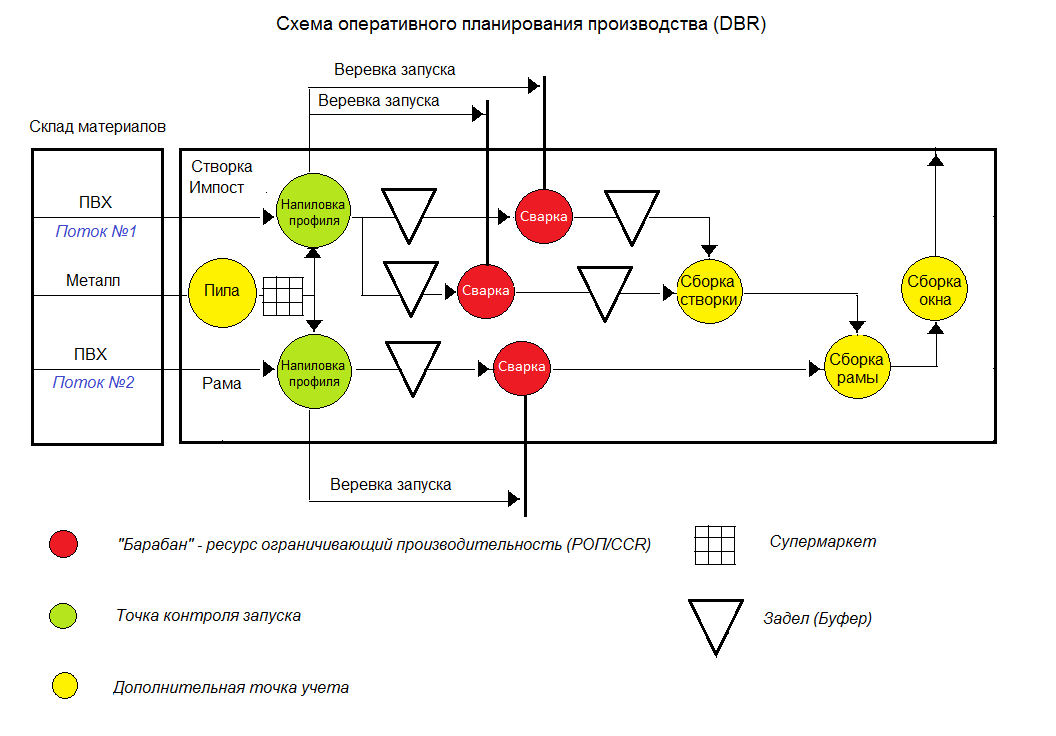
Проблема решается с помощью ERP-систем, поддерживающих производственное планирование. В информационной системе УПЗП (Управление позаказным производством) за основу оперативного планирования взят принцип «Drum Buffer Rope» DBR (барабан-буфер-веревка), так как он лучше всего подходит для оконного производства в качестве синхронизации потока. Данный способ представляет собой комбинацию «выталкивающего» и «вытягивающего» способов организации производства.
В роли основного показателя выступает главная цель — сокращение времени производственного цикла. Это означает более эффективное использование ресурсов, большую гибкость в удовлетворении заказчиков и снижение производственных затрат. Производственная эффективность при этом трактуется однозначно – минимум издержек при максимуме удовлетворенности заказчиков (клиентов).
Подобно обычному способу «выталкивания», производственный процесс запускается из одной точки, участка заготовки. Заготовительный участок определяется как точка планирования. Однако, момент когда в точке планирования должна стартовать операция напиловки профиля, не задается первоначальным планом, а синхронизируется с моментом начала очередной работы сварочного комплекса. Сварочный участок является узким местом, ресурсом, ограничивающим производительность системы (РОП) и рассматривается информационной системой в качестве точки контроля материального потока.
Принцип следующий. В момент появления информации о начале работы РОП с файлом (партией), на заготовительный участок подается сигнал о запуске очередного файла. Данный процесс называется «веревкой». Поскольку РОП задает темп работы всему производству, график его работы называется «барабаном». Производительность определяется техническими возможностями РОП, поэтому запасы полуфабрикатов должны быть рассчитаны так, чтобы РОП всегда имел возможность без задержек начать работу. Для этого перед РОП всегда планируется расчетный задел («буфер»). Задел, перед РОП, имеет временный характер, так как количество полуфабрикатов в буфере, устанавливаются в зависимости от резерва времени, необходимого для защиты РОП от простоя.
Важный для понимания момент: Результаты планирования – дискретные. Квант планирования – условная «смена» рабочего центра (участка). Сокращая время условной смены можно повысить детализацию планирования и наоборот. При увеличении «смены», заказы будут загружаются более равномерно, но детализации планирования может оказаться недостаточно для оперативного управления.
После внедрения метода оперативного планирования требуется подтверждение следующих тезисов (каждый из пунктов должен отражать убеждение руководства):
Освоив современные способы планирования производственная компания решает первоочередную задачу – это сделать процесс управляемым за счет применения инструментов планирования и управления процессами, которые позволят избавиться от отклонений и осмысленно приступить к повышению эффективности производства. Уменьшение «завалов» полуфабрикатов, брака и отходов экономят дополнительные ресурсы, и кроме того, повышают уровень техники безопасности (сбалансированный поток приводит к уменьшению количества материалов, которых нужно перемещать по заводу). И хотя речь идет о сложности процесса изготовления продукции, это вопрос не только к производству: инициативу по снижению затрат, придется проявлять и менеджменту и вспомогательным службам. Это показывает какое важное значение может иметь сокращение времени на все операции, воздействуя на время такта, затраты и качество, обеспечивая уверенную победу компании в конкуренции с любым производителем.
Результат: Отказ в высокий сезон от организации второй смены (при условии сохранения прежнего объема производства и численности персонала компании).
Вывод: Оконные компании (ЮНИС-ГРУПП в том числе) находятся в самом начале пути к пониманию принципов эффективного управления сложными системами и ни одна команда не может предложить совершенную систему заранее, запланировав каждую случайность. Тем не менее, необходимо продолжать открывать более производительные системы и постоянно улучшать их.
Совет: Внедрение системы оперативного планирования пройдет гораздо быстрее, если команда проекта будет регулярно обмениваться информацией со своими коллегами, особенно если речь идет о двусторонней связи, которая стимулирует вовлечение и приверженность.














