Работа сборочных линий, расстановка стеллажей, поставка необходимых комплектующих – все это перестраивается в соответствии с оптимальным темпом производства и параметрами, загруженными в программный продукт.

Первый опыт цифрового моделирования логисты приобрели на площадке сборки силовых агрегатов V8 завода двигателей.
– Самое главное – выравнивание процесса сборки, – подчеркнула замдиректора логистического центра по развитию Светлана Романова. – Нужно было так организовать процесс, чтобы рабочий не тратил ни одной лишней секунды на перемещения, не отвлекался от своей основной функции на поиск деталей.
В первую очередь логисты рекомендовали изменить условия труда. За счёт оптимальной расстановки тар была улучшена эргономика на пяти позициях конвейера. Цифровая модель выявила участки линии с загрузкой слесарей более 90%. Чтобы повысить качество сборки, необходимо было снизить нагрузку, а значит, и утомляемость работников.
Значительно уменьшить потери времени позволило изменение расстановки тар на 15 позициях сборки конвейера. На 24 позициях появились шкафы с рольставнями, позволяющие надёжно и быстро закрыть «витрины» с инструментом и мелкими комплектующими (раньше рабочим приходилось тратить много времени на то, чтобы убрать их из поля зрения). В 2019 году появится ещё 20 таких мини-кладовых. На 25% увеличилась доля метизов, поставляемых по системе канбан.
– В результате преобразований наметился устойчивый курс на снижение уровня дефектности – по сравнению с 2017 годом, она уменьшилась в пять раз. Об улучшении организации производства свидетельствует и другой показатель – снижение в десятки раз сверхурочных часов, – поделился первыми успехами начальник цеха сборки двигателей Евгений Колотовченко.
С помощью цифровой модели процесса обеспечения линии сборки двигателей Р6 были найдены оптимальные решения, которые позволили ещё на этапе проектирования логистики пересмотреть стратегию поставки деталей, реестры для закупки логистического оборудования, расстановку систем хранения комплектующих.
Для выравнивания загрузки рабочих на конвейере была перераспределена номенклатура между технологическими операциями, а подсборочные операции вынесены за линию. Логисты определили лучшее расположение этих участков. Есть и другие итоги – оптимальное расположение стеллажей на сборочных операциях, наиболее удобная расстановка тары на полках с учётом последовательности забора деталей при сборке и путей перемещения рабочего, изменение границ логистических зон.
Благодаря цифровым решениям удалось значительно сократить затраты. Потребность в стеллажах уменьшилась на 20%. Доля деталей, вывозимых на конвейер по технологии канбан, увеличена на 35%, а в общем потоке она составляет почти 70% от всей номенклатуры для сборки Р6. Это лучший показатель среди всех сборочных производств «КАМАЗа», сопоставимый с показателями в обеспечении сборок на зарубежных автозаводах. Количество деталей, вывозимых на конвейер в таре поставщика (их не нужно перекладывать и пересчитывать), увеличено почти втрое.
При выходе конвейера сборки двигателей Р6 на проектную мощность средняя загрузка сборщиков составит 87%.
Цифровую модель линии стыковки силовых агрегатов на заводе двигателей начали строить уже в новой версии программы, которая позволяет спроектировать ещё и движение напольного транспорта. Сейчас технологи и логисты завода формируют пакет информационных данных. Сложность заключается в том, что на этой линии производится стыковка не только новых силовых агрегатов, но и всех существующих моделей, а значит, необходим полный объём сведений по всей номенклатуре продукта.
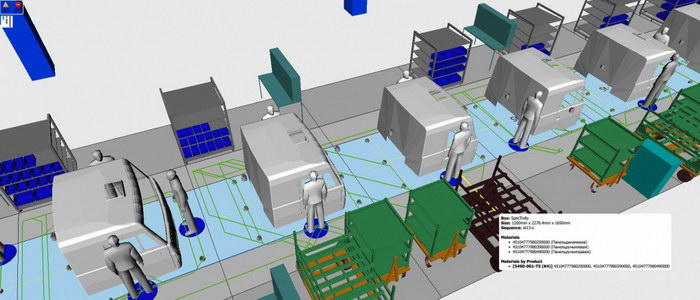
Так выглядит цифровая модель конвейера кабин
Три месяца назад в зону внимания логистов попал и АвЗ. Уже построена имитационная модель участка сборки кабин перспективного модельного ряда, идёт сбор данных по номенклатуре и хронометражу сборки кабины для К5. Из-за небольшой площади проектирование всех технологических и логистических процессов нужно будет вести особенно аккуратно. Есть и цифровой проект сборки автомобиля 5490 NEO на ГСК-2. Сейчас идёт подготовка необходимых сведений по процессу изготовления других моделей.
На заводе уже началась опытная сборка флагмана нового модельного ряда 54901, а значит, снова надо вместе с технологами, специалистами проекта «Реинжиниринг» и КРПС собирать информацию и анализировать варианты цифровых моделей. Ни минуты без движенья!
Текст: Татьяна БЕЛОНОЖКИНА. Фото: Виталий ЗУДИН














