В первой части статьи были рассмотрены основные показатели эффективности работы производственного предприятия и методы их расчета. В предлагаемом ниже материале показано, как система мониторинга позволяет автоматизировать расчет основных КПЭ и выявить резервы повышения эффективности производственных процессов.
Автор: Сергей Чуранов, сооснователь и технический директор продукта компании «Цифра» АИС «Диспетчер»
Введение.
1. Контроль эффективности загрузки оборудования.
2. Контроль производительности и расчет ОЕЕ.
3. Контроль технологических операций и расчет ОЕЕ.
4. Оценка энергоэффективности технологического оборудования.
Заключение.
Система мониторинга АИС «Диспетчер» оказывает существенную помощь руководящим работникам предприятий при решении различных производственных задач, в том числе при определении причин невыполнения производственного плана, а также установлении ответственных за это служб и работников. Кроме того, получение объективной информации об использовании оборудования позволяет принимать меры по снижению производственных затрат при фиксированном объеме выпуска продукции
Причинами невыполнения производственного плана могут быть:
АИС «Диспетчер» при использовании только модуля мониторинга (без контроля технологических операций) может предоставить администрации предприятия необходимую информацию для выявления вышеуказанных причин.
В АИС «Диспетчер» для контроля эффективности загрузки оборудования можно использовать следующие КПЭ:
При анализе важно рассматривать не только абсолютные значения КПЭ и соответствие их заданным значениям, но и отличие различных КПЭ друг от друга.
Отличие Кзп от Кг характеризует нерегламентированные потери времени операторами станков, т. е. трудовую дисциплину оператора.
Отличие Кзп от Кз характеризует как степень автоматизации технологического процесса на предприятии, так и выполнение операторами требований техпроцеса, т. е их технологическую дисциплину.
На рис. 1 приведен пример графика, где отображаются три указанных выше показателя, а в таблице 1 структурная схема производственного времени предприятия, объясняющая методику их расчета.
Рис. 1
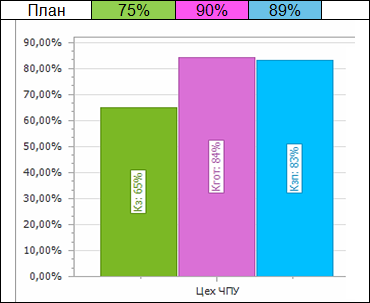
Таблица 1
|
Фонд рабочего времени |
||||||
|
Готовность оборудования Кг (Доступное время) |
Недоступное время |
|||||
|
Производственная загрузка Кпз (штучно-калькационное время) |
|
|
|
|
||
|
Загрузка станка Кз (машинное время) |
Производственный простой |
Нерегламен. простой |
Технический простой |
Организан. простой |
Неиспол. время |
|
|
Тмаш |
Тпрос.пр |
Тпрос. нр |
Тпрос.тех |
Тпрос.орг |
Твыкл |
|
|
Факт |
65% |
18% |
1% |
10% |
3% |
2% |
|
План |
75% |
14% |
1% |
5% |
3% |
2% |
В указанном примере можно увидеть, что план по загрузке оборудования не выполнен.
Анализируя значения КПЭ, начальник цеха или начальник производства предприятия может оперативно сделать выводы о работе оборудования и персонала за рассматриваемый период и определить причины невыполнения плана, главными из которых являются
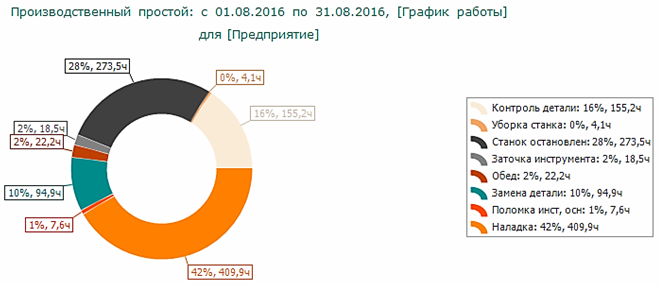
Рис. 2
На рисунке 3 представлены графики КПЭ и диаграмма основных простоев оборудования другого цеха предприятия.
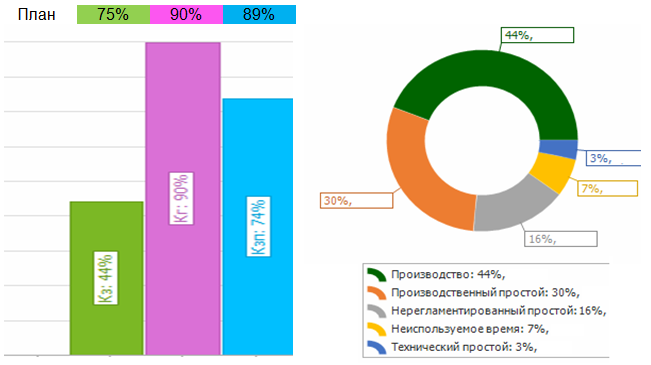
Рис. 3
Анализируя графики, можно оперативно сделать вывод, что причинами небольшого коэффициента загрузки являются:
Можно также увидеть, что в цехе имеются дополнительные резервы повышения эффективности:
Данный анализ можно проводить за разные интервалы времени: смена, сутки, неделя, месяц, квартал, год. Кроме того, имеется возможность посмотреть календарный график изменений КПЭ и состояний оборудования в течение заданного периода.
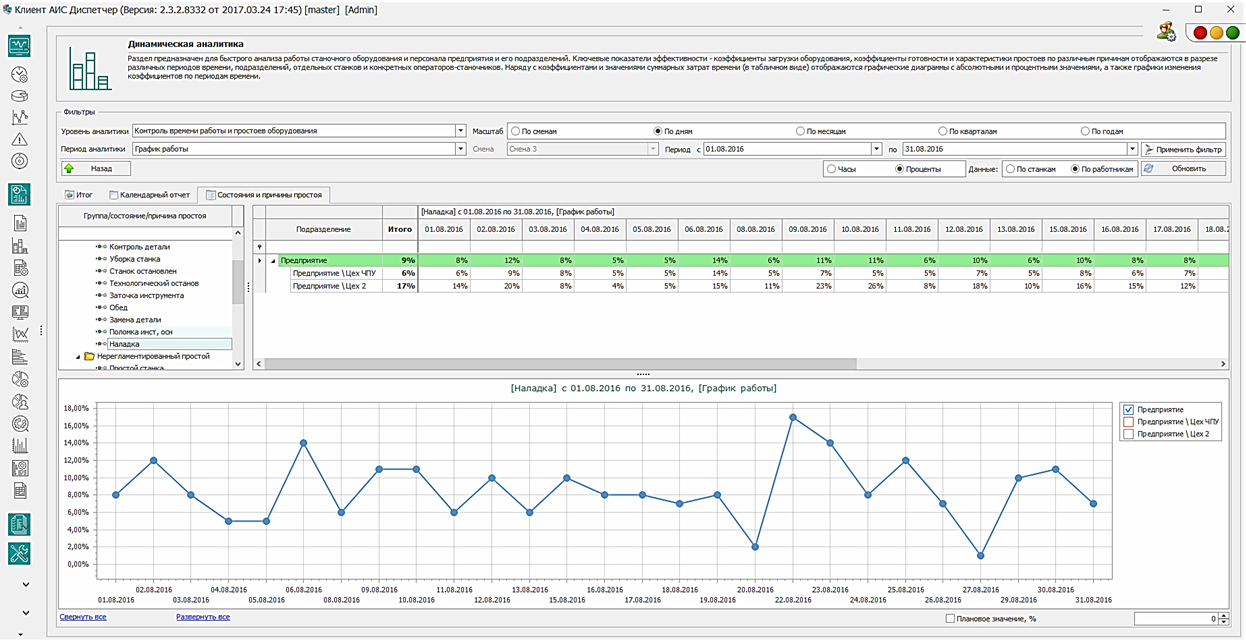
Рис. 4
При проведении подробного анализа контроль показателей эффективности и длительности состояний и причин простоя осуществляется для участков цеха, отдельных станков, групп станков, а также для конкретных операторов-станочников (рис. 5).
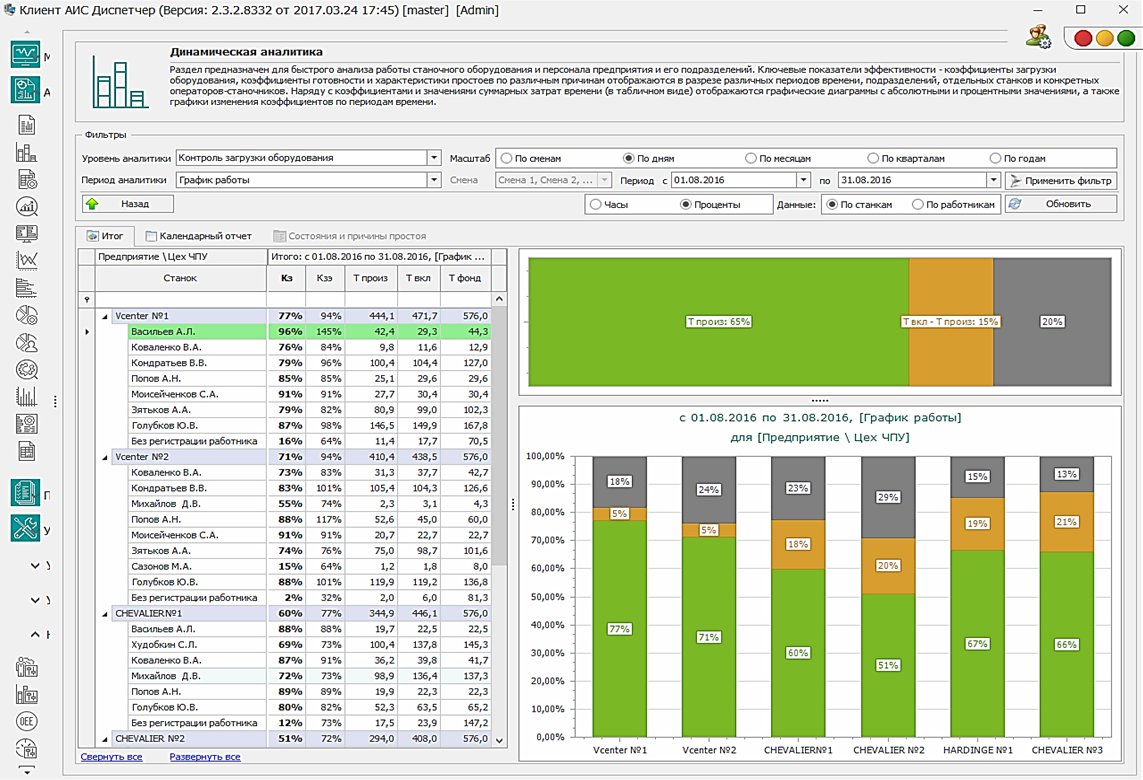
Рис. 5
Контроль загрузки производственного оборудования не в полной мере характеризует эффективность его работы, его производительность и качество.
Рассмотрим возможность контроля эффективности работы станков с ЧПУ, которые в настоящее время для дискретного многономенклатурного производства являются основным производственным инструментом.
АИС «Диспетчер» предоставляет возможность для станков с ЧПУ получать параметры, характеризующие технологический процесс обработки детали, в том числе производительность и качество.
Несоответствие производительности и качества требованиям, как правило, имеет две основные причины:
В момент, когда управляющая программа на станке с ЧПУ запущена, станок реально может не изготавливать продукцию по различным причинам:
Оператор станка может по своему усмотрению изменять параметры работы УП:
В АИС «Диспетчер» имеется возможность выполнять контроль, как в реальном времени, так и формировать отчеты, в которых отражаются КПЭ, характеризующие вышеназванные проблемы.
На рисунке 6 показан график изменения корректора подачи одновременно с графиками нагрузки на шпиндель и потребляемой станком мощности. На графике видно, что отработка УП выполняется на заниженной подаче (значение корректора F% от 70% до 50%), при том, что нагрузка на шпиндель не превышает 40%. Графики наглядно показывают, что оператором неоправданно занижена производительность станка почти в 2 раза.
Подобный контроль выполняется в АИС «Диспетчер» автоматически, вычисляя в результате КПЭ «Производительность» (Р) согласно рекомендациям ГОСТ Р ИСО 22400-2—2016.
Для формирования показателя «Производительность» используется понятие «Чистое машинное время» (Тмаш.ч), которое учитывает все остановы в процессе отработки УП и снижение реальной скорости контурной подачи станка с ЧПУ.
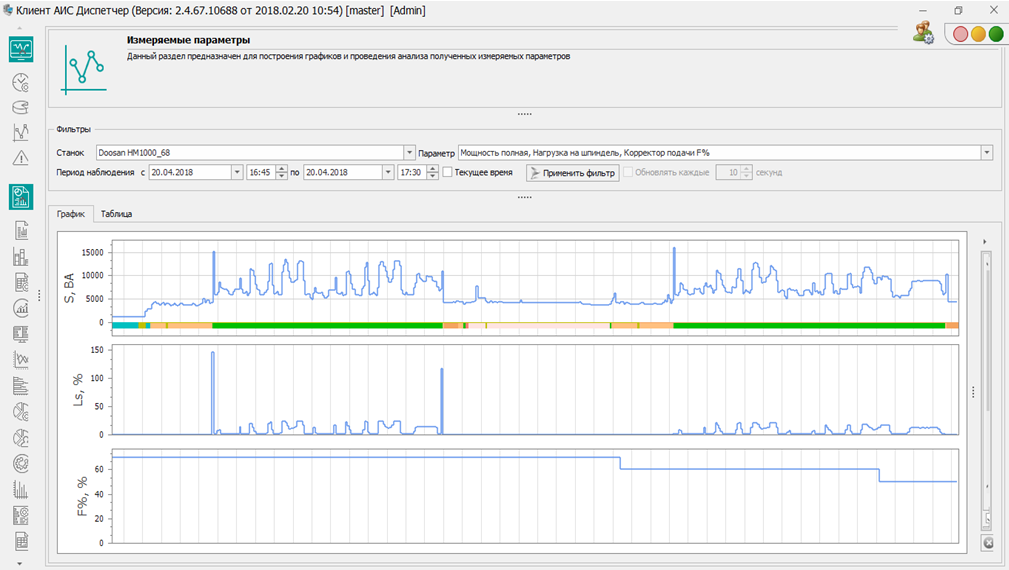
Рис. 6
Р = Тмаш / Тмаш.ч = (Тмаш- Тост) * F%ср / Тмаш, где
Тмаш – суммарное машинное время изготовления продукции (время выполнения управляющей программы УП).
Тост – суммарное время остановок во время выполнения УП.
F%ср – средняя величина корректора подачи F% в процессе выполнения УП.
В ГОСТ Р ИСО 22400-2—2016 предлагается вариант альтернативного расчета показателя ОЕЕ, основанного на модели временных затрат, который оперативно и без ошибок можно рассчитать для оборудования, используемого в дискретном производстве, в частности для станков с ЧПУ.
В АИС «Диспетчер», при использовании только модуля мониторинга, ОЕЕ-индекс рассчитывается без контроля качества (при условии Q=1).
Производительность (Р) рассчитывается по формуле Р = Тмаш / Тмаш.ч.
Доступнось или Эксплуатационная готовность (Аэ) рассчитывается как отношение машинного времени к времени работы оборудования. При этом, если при расчете ОЕЕ требуется оценить эффективность работы оборудования, то в качестве времени его работы берем время включения станков (Аэ = Тмаш/Твкл), если же требуется одновременно с эффективностью оценить загрузку станков, берется фонд рабочего времени (Аэ = Тмаш/Тфонд).
Соответственно индекс ОЕЕ-индекс рассчитывается как
ОЕЕ = Аэ*Р
На рисунке 7 приведены графики трех КПЭ (Доступность, Производительность и ОЕЕ), рассчитанные для группы станков с ЧПУ.
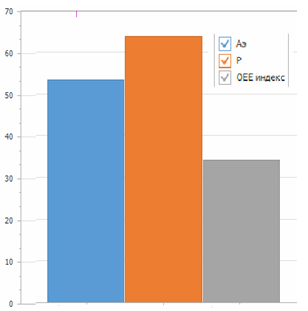
Рис. 7
Из графика хорошо видно, что:
Выполнить корректный расчет ОЕЕ по классической формуле для дискретного многономенклатурного производства возможно только при условии наличия следующих данных:
При наличии вышеуказанных данных расчет ОЕЕ выполняется по следующей формуле:
ОЕЕ = A*P*Q, где
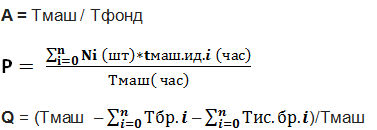
Тмаш – суммарное машинное время для всех станков за период расчета
n – количество технологических операций для всей номенклатуры произведенных деталей
Tмаш.ид.i – идеальное машинное время i-той технологической операции
Tбр.i – время затраченное на производство i-той бракованной детали
Тис.бр.i – время i-той технологической операции, выполняемой для исправления брака
В АИС «Диспетчер» получение указанных выше фактических данных выполняется при использовании модуля «Контроль производства» в полуавтоматическом режиме при выполнении следующего регламента действий производственным персоналом (таблица 2):
Таблица 2
|
|
Выполняемые действия |
Ответственный работник |
|
1 |
Регистрация оператора |
Оператор при помощи сканера штрих-кода (либо сканера RFID) или с терминала ввода-вывода регистрируется на станке. |
|
2 |
Регистрация технологической операции |
Оператор регистрирует при помощи сканера штрих-кода или клавиатуры терминала выполняемую технологическую операцию. |
|
3 |
Ввод количества изготовленных деталях по технологической операции |
Оператор по окончании обработки партии деталей по заданной технологической операции вводит отчет о выполненной работе (число изготовленных деталей). |
|
Производственный мастер в «Журнале изготовления деталей» проверяет отчет оператора, сравнивает с данными автоподсчета и утверждает количество изготовленных деталей. |
||
|
4 |
Ввод количества бракованных деталей по технологической операции |
Три варианта ввода данных по бракованным деталям: 1. Оператор вводит число бракованных деталей в отчете об обработке партии деталей. 2. Производственный мастер вводит число бракованных деталей по каждой техоперации в «Журнале изготовления деталей». 3. Контролер ОТК вводит число бракованных деталей по каждой техоперации в «Журнале ОТК». |
Для задания идеального (расчетного) времени в АИС «Диспетчер» имеются справочники изделий, деталей, технологических операций, где для каждой технологической операции указывается время ее выполнения. Более того, система осуществляет контроль этого значения, если в справочнике оно задано некорректно. Для этого прописывается возможное отклонение (в процентах) фактического машинного времени от идеального. При изготовлении детали для каждой технологической операции машинное фактическое и идеальное время автоматически сравнивается и предоставляется возможность скорректировать идеальное машинное время, как в ручном, так и в автоматическом режиме.
АИС «Диспетчер» позволяет в реальном времени для каждой единицы подключенного к системе оборудования выполнять контроль потребляемой активной и полной мощности трехфазной электрической сети, величин фазных напряжений и токов, а также качества питающего напряжения. Это реализуется путем фиксации во времени всплесков, провалов и обрывов напряжения, для чего на каждом станке устанавливаются регистрирующие приборы, которые одновременно с данными мониторинга снимают информацию об электропотреблении оборудования
Система мониторинга позволяет отдельно фиксировать данные об энергопотреблении, при работе станка по программе, при непосредственной обработке детали, для каждой причины простоя. В результате в системе накапливаются данные для расчета всех необходимых показателей, характеризующих эффективность потребления электроэнергии на предприятии. Расчет показателей энергоэффективности выполняется согласно ГОСТ Р 54430-2011 и других документов (таблица 3).
Кроме того, имеется возможность контролировать и классифицировать потребление электроэнергии:
В таблице приведены показатели потребления электроэнергии, рассчитываемые на основе рекомендаций, опубликованных в ГОСТ Р 54430-2011 «Показатели энергоэффективности»
Таблица 3
|
Ключевые показатели (КПЭ) |
Цель показателя |
Расчет |
|
Показатели энергоэффективности оборудования |
||
|
Коэффициент потерь электроэнергии Кw |
Оценка потерь электроэнергии в процессе производства |
Кw = Wпроиз/Wо |
|
Коэффициенты электропотребления по состояниям (простою) Кэc |
Оценка потерь электроэнергии в зависимости от состояний оборудования |
Кзc = Wсост/Wо |
|
Коэффициент фактической энергоэффективности станка Кфэ |
Оценка использования оборудования по мощности |
(Wпроиз - Wxx) / Wпроиз |
|
Коэффициент использования оборудования по мощности Кр |
Оценка использования оборудования по мощности |
Кр = Р / Pн
|
|
Коэффициент мощности cos φ
|
Определяет потери из-за наличия в нагрузке реактивной составляющей |
cos φ |
|
Показатели энергоэффективности при изготовлении продукции |
||
|
Удельный расход электроэнергии (электроемкость) Эу
|
Оценка затрат оборудованием электроэнергии на единицу продукции |
Эу
|
|
Коэффициент эффективности энергопотребления Кээ |
Оценка эффективности техпроцесса изготовления деталей по электропотреблению |
Кээ = Эуп/Эуф |
Для общей оценки потерь электроэнергии определяется Коэффициент потерь электроэнергии Кw, который равен отношению фактического ее расхода оборудованием при обработке деталей к общему расходу в течение заданного периода.
Кw = Wпроиз / Wo,
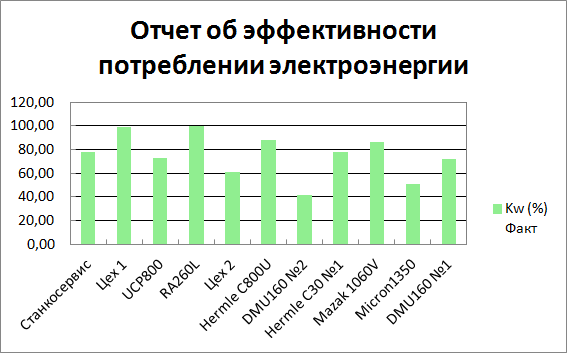
Рис. 8
Коэффициент использования оборудования по мощности (Кр) равен отношению средней потребляемой мощности при производстве продукции к суммарной номинальной мощности оборудования.
Кр = Рпроиз / Pном, где
Р — средняя потребляемая активная мощность при производстве продукции за период (кВт);
Рном — номинальная мощность оборудования по паспорту.
Коэффициент показывает, насколько используемое оборудование подходит для той номенклатуры деталей, которая на нем производится.
В АИС «Диспетчер» имеется возможность расчета удельного расхода электроэнергии Эу на изготовление изделия (детали), а также на каждую технологическую операцию.
Удельный расход электроэнергии Эу (кВтч/ед. продукции) — это отношение потребленной оборудованием электроэнергии к объему продукции, произведенной за заданное время при определенных условиях.
Эу = Wпроиз / Nдет, где
Wпроиз — полный расход электроэнергии оборудованием при изготовлении партии деталей (кВт·ч);
Nдет — число деталей в партии.
Возможность определения удельного расхода электроэнергии на приводимые изделия позволяет планировать расход электроэнергии непосредственно для плана выпуска продукции.
Таким образом, система мониторинга АИС «Диспетчер» позволяет вычислять, контролировать, анализировать и корректировать основные показатели оценки эффективности работы производственного оборудования и персонала, как с учетом требований соответствующих ГОСТ, так и собственных методик предприятий. Это позволяет руководству предприятия иметь четкую картину состояния производственных процессов и принимать оптимальные решения по повышению их эффективности.














