О том, как внедряется бережливое производство в одном из цехов Завода им. В.А. Дегтярева, рассказывает Иван Огарев, начальник производства № 81.
Благодарим редакцию корпоративной газеты "Дегтяревец" ОАО "Завод им. В.А. Дегтярева" за предоставление данного материала.

Автор: Иван Огарев, начальник производства № 81
Первое, что было сделано по внедрению элементов БП – мы опробовали в условиях мелкосерийного производства поточный метод обработки деталей на примере детали «казённик». Получили увеличение производительности с 60 до 130 штук в месяц. Всё это было сделано благодаря концентрации операций – сократили количество операций на 6%. Была разработана чёткая схема движения деталей с указанием норм выработки на каждое рабочее место. Была приобретена соответствующая быстропереналаживаемая оснастка, в том числе и магнитные плиты, используемые для различных операций. Часть операций и замеров была перенесена из ЦИЛ. Все проведённые комплексные мероприятия позволили повысить производительность труда.
Следующим этапом деятельности было составление плана по достижению стартового уровня. В качестве эталонного участка было взято отделение № 1, поставляющее детали на сборку. Частично мероприятия выполнены или находятся в стадии выполнения. Выпущен приказ, по которому намечена перепланировка участка с универсальным оборудованием для обеспечения движения материальных потоков внутри производства. Работы по выполнению приказа проведены, в частности, разграничены зоны ответственности по оборудованию, наведён порядок, заменена оснастка.

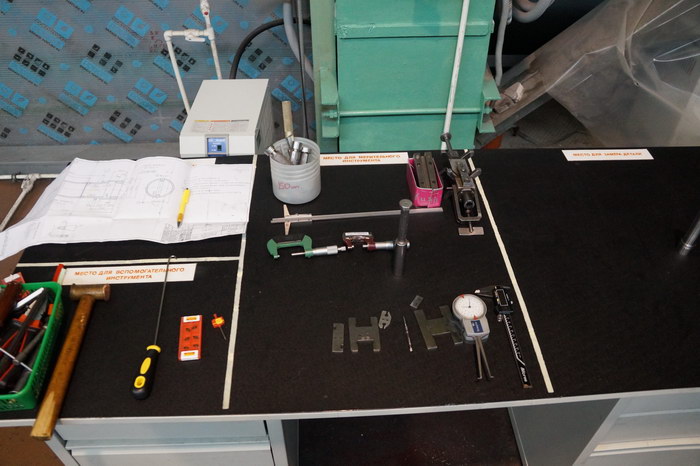
Для того, чтобы нормально обеспечить движение деталей и сборочных единиц внутри производства, мы приняли решение обозначить чёткие места на каждом рабочем месте по выдаче деталей. Каждому работнику понятно, что должно быть сделано на каждом рабочем месте и что должно получиться на выходе с каждого рабочего места. Идёт работа по разметке рабочих мест операторов и станочников. Каждому конкретному инструменту присвоена своя зона, так как производство номенклатурное, и номенклатура постоянно меняется. Сейчас проводится работа по организации и адресации рабочих мест для того, чтобы всегда было понятно, что куда должно отправиться с данного рабочего места.
Проведена большая работа по автоматизации производственных процессов. Данная система позволяет изготавливать детали партиями в одну штуку, также позволит сократить производственный цикл. Были проведены предварительные мероприятия по автоматизации производственных процессов. Принципы простые: мы стали использовать многоместную оснастку, чтобы операторы могли заниматься на других станках. Эта система позволяет перенести все операции переналадки вне рабочей зоны, чтобы не останавливать рабочий процесс. Чтобы эта система работала, нужны технически грамотные специалисты, умеющие видеть все процессы в целом.
Инструкции, шаблоны и алгоритмы для старта проекта LEAN вы можете найти в практическом руководстве по внедрению бережливого производства.













