
Опытом реализации проекта делится Филипп Семёнычев, Консультант первого заместителя генерального директора ОАО «КАМАЗ» - исполнительного директора.
Статья публикуется в рамках Конкурса работ «Управление производством - 2014».
Автор: Филипп Семёнычев, Консультант первого заместителя генерального директора ОАО «КАМАЗ» - исполнительного директора
Место реализации Производство стального литья Литейного завода (ОАО «КАМАЗ») в начале 2012 года. Основная работа над проектом заняла приблизительно 3 месяца (анализ, принятие решений и стандартизация).
Уже в начале проекта был виден огромный потенциал процесса переналадки, полная оптимизация которого (как предполагалось на тот момент времени) могла бы затянуться на достаточно продолжительное время. Одна из негативных черт большинства управленческих культур в России – это неумение сделать шаг и ограничиться небольшим, но быстрым улучшением. Как правило, большинство руководителей хотят решить проблему кардинально, или реализовать улучшение разу до идеала, в результате чего часто проходит много времени, а «воз и ныне там». По этому, срок реализации проекта был заранее ограничен для того, чтобы успеть сделать только самое полезное и суметь вовремя остановиться.
Работа разворачивалась на стержневом участке, где работало около сотни человек, 90 процентов из которых были женщины. Стержневой участок в технологической цепочке являлся Поставщиком для формовочного участка, изготавливающего формы, которые затем заливались расплавленным металлом. Стержни, т.е. продукт стержневого участка – это, для понимания, некая выпечка из песчано-смоляной смеси, которая устанавливается в литейную форму для образования в отливке полости нужной формы. Заказчик, т.е. формовочный участок, испытывал постоянную нехватку в стержнях, либо имел претензии к их качеству. Это была основная проблема в цехе, так как она часто рассинхронизировала всю работу, принося множество проблем.
Что касается стержневого участка, огромное количество номенклатуры отливок, где иногда применялось по несколько стержней на каждую отливку, распределялось на 19 действующих стержневых машин. Неравномерная загрузка производства порождала постоянные авралы, каждый день всплывали так называемые «аварийные» переналадки, когда приходилось экстренно снимать горячий стержневой ящик, ставить другой и срочно начинать изготавливать стержни. Это было связано с частыми корректировками планов, что в свою очередь было вызвано множеством проблем в целом по потоку.
В нашем случае стержневая машина работала следующим образом: оператор изготавливал определённое количество номенклатуры стержней согласно полученному заданию, либо, что происходило гораздо чаще, работал определённое время (смену, половину смены, сутки и т.д.). Стержневая машина работала в автоматическом режиме, поэтому в задачи оператора входил контроль качества, устранение мелких неисправностей: застревание стержня в ящике, мелкое обслуживание (чистка, перекладывание стержней, вызов наладчика). Т.к. нагрев осуществлялся газом, то по правилам промышленной безопасности обслуживающий персонал должен был следить за оборудованием в любом случае и не отходить от него. После завершения изготовления партии стержней оператор выключал машину и стержневой ящик остывал с температуры около 300 градусов до температуры около 40 градусов. Далее наладчик производил замену и включал уже вновь установленный ящик на разогрев, после нагрева приходил оператор и цикл повторялся заново. Время переналадки в данном случае считается с момента выключения горелок стержневого ящика, когда оператор перестал изготавливать стержни до момента изготовления первого годного нового стержня. Во время переналадки входит время охлаждения стержневого ящика, его съём и установка другого ящика, нагрев и запуск, т.е. работа и регулировка до стабильного получения годных изделий.
Так как, не смотря на то, что оборудование было старым и постоянно ломалось, на участке поддерживалась чистота. Можно сказать, что 5S был частично внедрён, что, к сожалению, являлось не заслугой руководителей, а сплочённого женского коллектива. Женщины, в большинстве за 30 (и далеко за 30), проработавшие много лет на участке привыкли к порядку, вне зависимости от наличия и распоряжений руководства.К тому же, они не слышали саму аббревиатуру 5S, и тем более не знали что это значит. Учитывая это, мы обошлись без целенаправленного внедрения 5S на стержневых машинах: не стали мучить женщин обучением и стандартизировать то, что уже является привычкой.
В данном случае, чтобы решить большинство проблем, берущих начало от процесса переналадки, было решено рассмотреть работу наладчиков при помощи хронометража, проанализировать процесс переналадки по правилам SMED и на основании анализа выстраивать дальнейшую работу. По результатам анализа, основной фокус было решено направить на не затратные и быстрые решения.
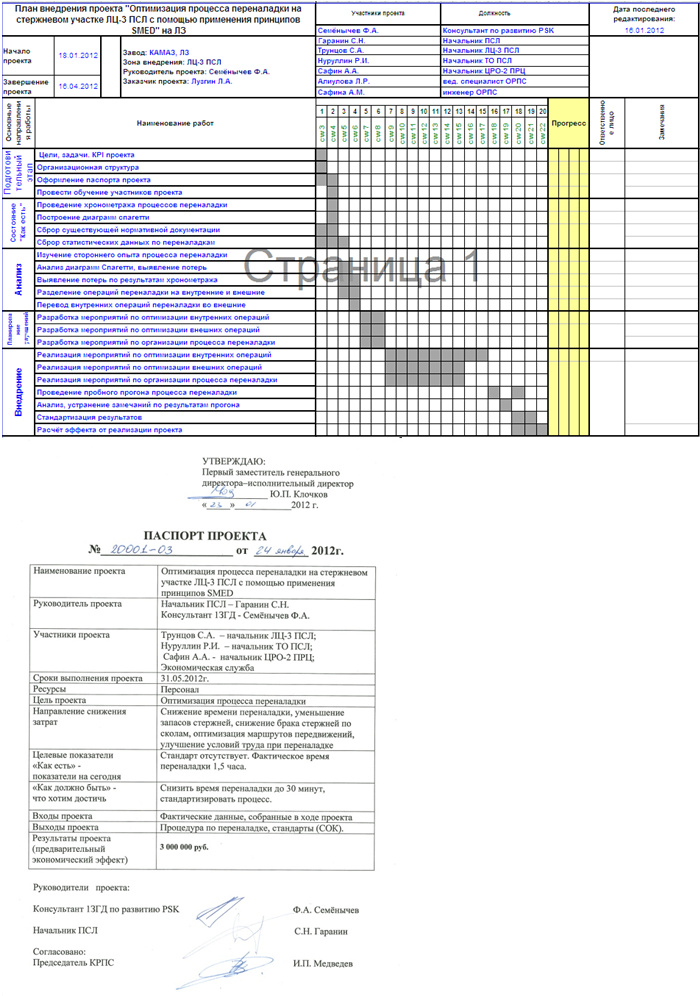
Работа осуществлялась в следующей последовательности:
Стоит отметить ещё один важный момент. Перед началом работ никто не мог точно сказать сколько должен занимать процесс переналадки. Ориентировочно на него отводили 8-10 часов (иногда 12 часов).
В результате проведённого хронометража, установлено, что:
То есть, в общей сложности 578 минут (9,5 часов) на самый тяжёлый ящик.
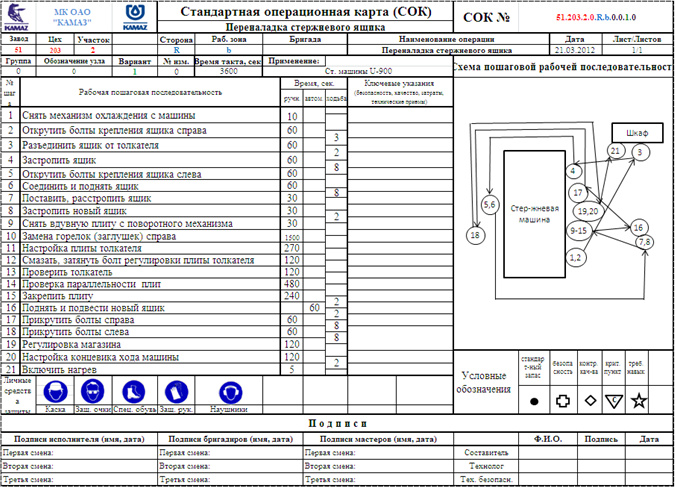
Проведены анализ и оптимизация действий наладчика при переналадке: скомплектованы стандартные наборы инструментов, ликвидированы потери при перемещении, выстроена оптимальная последовательность действий. Результатом данного пункта работ является стандартная операционная карта для наладчика, стандартизирующая время непосредственно съёма и установки ящика в 60 минут.
Проведены опытные работы по принудительному охлаждению стержневого ящика при помощи сжатого воздуха, подаваемого через «охлаждающую рамку». В результате, согласно хронометражам, время остывания крупной номенклатуры стержневых ящиков снизилось до 140 минут, после чего был открыт заказ на изготовление алюминиевых рамок.
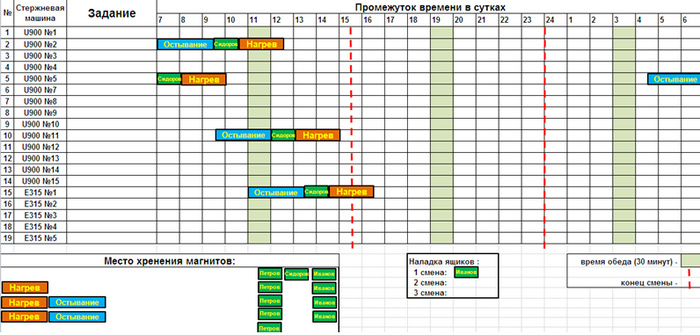
Для стандартизации общего времени и визуального управления процессом переналадки разработана «доска управления переналадками», принятая в работу распоряжением.
Эффект от реализации проекта.
|
Направление получения эффекта |
Было |
Стало |
Эффективность |
|
Остывание стержневого ящика, мин |
225 |
140 |
85 мин 38 % |
|
Замена стержневого ящика, мин |
233 |
60 |
173 мин 74% |
|
Нагрев стержневого ящика |
120 |
120 |
|
Общее снижение времени одной переналадки с 578 до 320 минут составляет 258 мин., т.е. 45%.
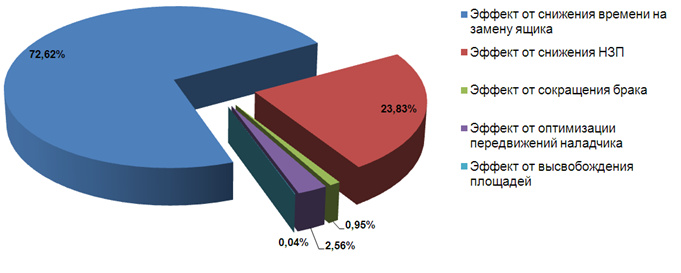
Если рассматривать общий экономический эффект от проекта (около 2.1 млн. рублей в год), он соотносится следующим образом:
Для наладчика и мастеров участка разработана стандартная операционная карта замены стержневого ящика, содержащая оптимальную последовательность действий при переналадке.
Для работников планово-диспетчерского отдела (ПДО), руководства цеха, а также для обеспечения прозрачности процесса переналадки на участке изготовлена доска, отражающая ход переналадки в течение суток.
Принцип её работы достаточно прост. На доске напротив номера соответствующей стержневой машины, инженер ПДО каждое утро записывает задание на изготовление определённой номенклатуры стержней (какие стержневые ящики на какие машины устанавливать), старший мастер участка устанавливает магниты с фамилиями наладчиков напротив соответствующих машин в соответствующее время, когда должна происходить переналадка. Синий магнит – «остывание», кроме мастера имеет право ставить оператор, остановивший машину. Зелёный магнит – с фамилией наладчика – указывает на каких машинах в какое время необходимо готовить переналадку. Оранжевый магнит – «нагрев» показывает во сколько оператору, закреплённому за определённой машиной нужно начинать на ней работу. Длина всех магнитов пропорциональна реальному времени в масштабе временной шкалы сверху.
Таким образом, процесс переналадки на участке становится прозрачным для всех, без исключения.
В ходе реализации проекта мы ещё раз убедились в работоспособности простых и не затратных методов. Уже на первых шагах, при помощи простого хронометража и наблюдений, выявляется множество потерь и возникает огромное количество простых предложений, способных значительно сократить время переналадки. Что же говорить о продолжении: групповой работе, анализе и т.д.Нельзя пропускать шаги метода, даже если они кажутся слишком простыми, глупыми, или просто не понятными. Проделав описанную выше работу, мы в очередной раз убедились, что неотступное следование простым шагам методов lean всегда приносит результат.














