Методы бережливого производства пока-ёкэ внедрены на двух рабочих местах цеха турбокомпрессоров № 106 завода двигателей. Забавный на слух японский термин, означающий «принцип нулевой ошибки», помог полностью избавиться от появления дефектов. Подробности – в фоторепортаже.

«При обработке корпуса подшипников для турбокомпрессора ТКР-7Н1 возникали две проблемы – по наладочным и механическим дефектам. Руководство цеха совместно с технологической службой проанализировали причины возникновения несоответствий и приняли решение о применении методов пока-ёкэ. Идеи усовершенствований предложил замначальника конструкторско-технологического отдела Дамир Аглетдинов», – говорит начальник цеха турбокомпрессоров Андрей Антонов.
На агрегатном станке фланцы корпуса турбокомпрессора обтачиваются с двух сторон и нарезается резьба. Деталь не удавалось прочно закрепить в оснастке, она «гуляла», и в результате возникала «чернота» (несовпадение отверстий) на диаметре 10 под фиксатор. Особую досаду вызывало то, что деталь выходила с дефектом на финише, пройдя до этого шесть других операций. Выяснилось, что закрепить деталь не давали литейные наплывы. Специально под них на оснастке выточили выемки. Теперь корпус подшипников при обработке зафиксирован прочно, а отверстия совпадают идеально.
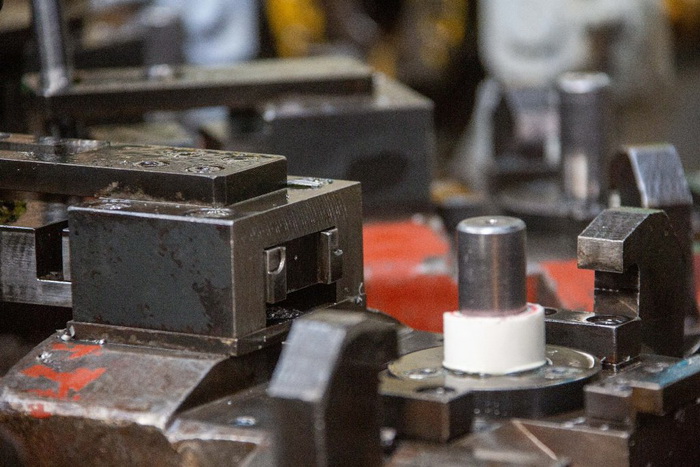
На этом же агрегатном станке фланец обтачивается только с одной стороны – после того, как другую обработают на соседнем. В операцию мог вмешаться пресловутый человеческий фактор – оператор мог забыть перевернуть деталь. Результат – брак самой детали и потеря дорогостоящего режущего инструмента на станке. Сейчас ошибиться невозможно: установленная на оснастку втулка из ПВХ (белая насадка на фото) просто не даст установить деталь неправильной стороной. На двух станках изготавливается около 800 корпусов ТРК в месяц. После внедрения улучшений работа пошла быстрее, поскольку не тратится время на ликвидацию последствий ошибок.

На участке шлифовки на двух станках обрабатываются уплотнительные кольца для турбокомпрессора. Заготовки перед операцией крепятся на электромагнитной плите. Магнитные полосы у стандартных плит, которыми комплектовались станки, были слишком широкие – мелкие детали во время процесса шлифования удерживались недостаточно надёжно. Из-за этого при окончательной шлифовке выходила или «чернота», или разность размеров по всей плоскости (дефект «неплоскостность детали»). «Вместе с коллегами с РИЗа подобрали в каталогах плиты с меньшим размером магнитов и более частым чередованием полос. Теперь все 180 колец плотно сидят на своих местах во время шлифовки, все параметры (плоскостность, равномерность обработки) выдерживаются. Раньше до 30 штук с одной партии могли уходить в брак, сейчас подобных проблем не возникает», – заключил Андрей Антонов.
Татьяна ИВАНОВА. Фото: Виталий ЗУДИН














