Молодые новаторы Нижегородского авиастроительного завода «Сокол» рассказывают о собственном изобретении и о планах по его внедрению в производственный процесс.
Благодарим Отдел по связям с общественностью НАЗ "Сокол" - филиал АО "РСК "МиГ" за предоставление данного материала.
В связи с техническим перевооружением механообрабатывающих цехов Нижегородского авиастроительного завода «Сокол» (филиал АО «РСК «МиГ») и внедрением в производство номенклатуры новых деталей вот уже несколько лет на предприятии стоит вопрос об обеспечении каждого станка необходимым количеством специальной оснастки для обработки деталей. При этом главным сопутствующим требованием по-прежнему остается сокращение времени изготовления деталей – таков нынешний вектор развития производственной системы предприятия в соответствии с принципами «бережливого производства».
Около двух лет назад решение этой задачи предложили молодые инженеры конструкторско-технологического отдела Виктор ЕГОРОВ и Юлия КАБАНОВА. Они разработали собственное универсальное приспособление – особую зажимную систему, позволяющую обрабатывать детали различной геометрии за минимальное количество технологических установов и со значительной экономией времени. В 2015 году свой проект по разработке универсальной системы быстрого базирования (а именно такое название и получило это приспособление) Виктор и Юлия впервые представили на конкурс научно-технического творчества молодых специалистов авиазавода «Сокол». А уже в следующем году они стали победителями заводского конкурса по развитию производственной системы в номинации «Новый проект». Сегодня в своем интервью молодые новаторы рассказывают о собственном изобретении и о планах по его внедрению в производственный процесс.
Защита проекта

– Виктор, Юлия, что послужило предпосылками к разработке вашего проекта? Как родилась идея создания подобной универсальной системы и какие задачи она решает?
В.Е.: Главной предпосылкой создания этой системы послужила наша основная работа, которая состоит в том, чтобы проектировать специальные приспособления. Сегодня номенклатура деталей на заводе расширяется, внедряется новое оборудование, и оснастки требуется все больше и больше. При этом зачастую варианты крепления на этой оснастке довольно схожи. Именно поэтому возникла идея создать какое-то одно универсальное приспособление, которое можно было бы использовать на любом станке и с помощью которого можно было бы обрабатывать детали любой формы.
Ю.К.: Основная цель, которую мы преследовали, – это сокращение времени изготовления деталей за счет уменьшения времени переналадки оборудования. Разработанная нами система быстрого базирования позволяет это сделать: она дает возможность вести обработку детали за минимальное количество технологических установов по сравнению со стандартной оснасткой. Таким образом, время, затраченное на переналадку с использованием системы быстрого базирования, при обработке деталей сокращается, по нашим расчетам, на 20-60%.
– На какое оборудование будет устанавливаться данная система?
Ю.К.: Ее можно будет устанавливать практически на любой стол станка фрезерной группы. Здесь мы постарались максимально расширить ее возможности, предусмотрели все крепежные элементы таким образом, чтобы система была действительно универсальной.
– Что представляет она собой и каков принцип ее действия?
В.Е.: Система представляет собой стационарное зажимное приспособление, обеспечивающее эффективное крепление и базирование деталей. Принцип ее действия аналогичен принципу действия трехкулачкового патрона токарного станка. Однако здесь мы используем такой патрон, чтобы фиксировать деталь для обработки именно на фрезерных станках. Происходит это так: в специальное отверстие в заготовке детали вставляется небольшой «палец», и далее сама деталь просто помещается в этот патрон и зажимается, после чего она готова к обработке. Ядро рационализации в данном случае – это позиционирование и зажим за одну операцию. При этом связь между столом станка и обрабатываемой деталью обеспечивается с микронной точностью, что особенно важно именно в авиационной промышленности, предъявляющей высокие требования к качеству и точности изготавливаемых деталей.
СББ первой версии. 3D-модель. Конструкция модуля
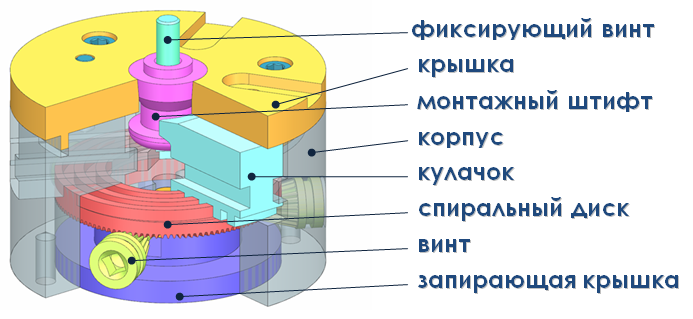
Принцип действия модуля аналогичен принципу действия трехкулачкового патрона
– Насколько широки функциональные возможности разработанной вами системы?
Ю.К.: Достаточно широки. Система предназначена для фиксации деталей, преимущественно поковок, при фрезерной обработке поверхностей, отверстий. Она обеспечит быстрый и безопасный зажим, высокое зажимное усилие и простую предварительную наладку. С ее помощью будет возможно вести обработку деталей различной геометрии в самых разнообразных технологических процессах. Но возможности ее все же не безграничны: использовать систему можно будет только на первых, предварительных операциях. А для выполнения чистовой, окончательной, обработки из-за сложной геометрии самолетных деталей все же потребуется проектирование специального приспособления.
– Скажите, а существуют ли аналоги вашей системы?
В.Е.: Когда мы работали над конструкцией нашей будущей системы, мы, разумеется, изучали этот вопрос. Среди отечественных разработок аналогов мы не встретили, а вот среди зарубежных они нашлись. Однако их внедрение на нашем производстве было бы нецелесообразно: оно потребовало бы значительных финансовых вложений либо подвода дополнительных коммуникаций, в частности гидравлики или пневматики. Наш же вариант, использующий механический способ закрепления, гораздо дешевле, проще, при этом он не менее функционален.
– Известно, что опытный образец вашей системы был успешно изготовлен и уже испытан. Как проходили испытания и каков их итог?
В.Е.: Испытания опытного образца первой версии системы прошли еще в апреле на станке МС-032 в механообрабатывающем цехе. В ходе испытаний мы проанализировали качество изготовленной детали, проверили, отвечает ли оно требованиям. Мы обработали деталь с помощью нашей системы и сравнили ее с деталью, обработанной с применением специальных приспособлений. По результатам обмеров мы установили, что деталь соответствует всем требованиям конструкторской документации. Она полностью готова, как если бы ее делали на обычной оснастке. К сожалению, нам не удалось протестировать время переналадки, так как его нужно замерять, когда изготавливается партия деталей, а у нас деталь была всего одна. Однако этот показатель мы планируем протестировать уже на следующей версии нашей системы, с которой будем работать в дальнейшем. Ее опытный образец будет готов осенью этого года, а после этого мы планируем проведение ее испытаний.
Опытный образец системы, изготовленный в металле

– Новая версия системы уже разработана?
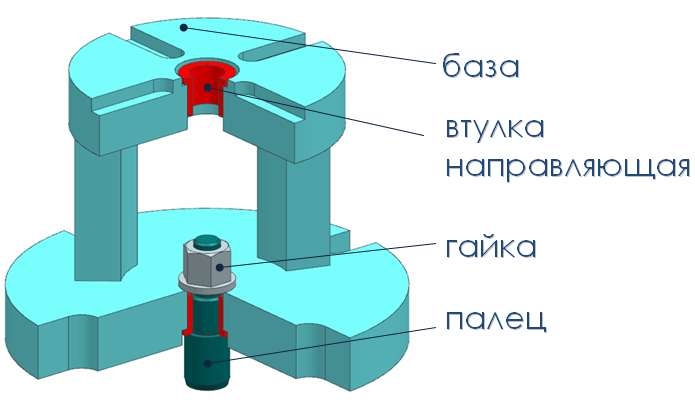
В.Е.: Да. Мы не стоим на месте, постоянно работаем над развитием нашего проекта. И для нового варианта системы – так называемой «Системы быстрого базирования 2.0» – уже разработана трехмерная модель и полный комплект конструкторской документации. В настоящее время цех работает над ее изготовлением в металле. Этот вариант системы имеет ряд преимуществ по сравнению с первоначальным: он значительно дешевле, легче, компактнее, а также проще в изготовлении и обслуживании. Мы усовершенствовали саму конструкцию, и теперь для изготовления нашей системы нам не потребуется, как в предыдущей версии, дополнительно приобретать токарный патрон. В данный момент новая версия системы – это наш основной приоритет, именно ее мы планируем внедрять в производственный процесс.
Конструкция СББ 2.0.
– Каков ожидаемый эффект, в том числе экономический, от внедрения вашего проекта?
В.Е.: Экономический эффект по внедрению новой версии СББ в настоящее время еще рассчитывается. Конкретных цифр пока нет, но однозначно можно сказать, что эффект значителен. Несмотря на то, что сумма потребных инвестиций существенна, она в большой мере компенсируется той экономией средств, которую мы ожидаем за счет увеличения производительности труда и, как следствие, снижения себестоимости изготавливаемой продукции. Кроме того, у нашего проекта сравнительно небольшой срок окупаемости. По предварительным расчетам он составляет около двух с половиной лет с момента полного внедрения нашей системы в производственный процесс.
Ю.К.: Хочу подчеркнуть, что эффект от использования нашей системы измеряется не только и не столько размером экономической выгоды, сколько сбережением и других видов ресурсов, включая человеческие. Простота процесса переналадки гарантирует большую безопасность производства, уменьшение физических нагрузок, снижение риска получения травм рабочими. Применение универсальной и быстропереналаживаемой оснастки приведет к уменьшению времени простоя оборудования, тем самым повысит гибкость производства и будет способствовать увеличению годовой программы выпуска.
– Юлия, Виктор, спасибо за ваш рассказ. Успехов вам и вашей команде в работе над проектом!
В.Е.: Спасибо! В заключение мы также хотели бы поблагодарить всех членов нашей рабочей группы за плодотворную совместную работу, а также специалистов других подразделений завода, которые помогают нам с реализацией нашего проекта, изготовлением нашей системы быстрого базирования и внедрением ее в производство.
Беседовала Елена Белолипецкая














