
На рынке укоренилось представление, что европейское оборудование – «Ты есть мессия, сын Бога живого!» и более-менее альтернативой может быть только Китай. На наш взгляд, это не совсем так.
Автор: Александр Козлов, коммерческий директор Politech-Plus JSC
Исторически сложилось так, что в России оборудование из Китая и Европы получило наиболее широкое распространение. Коммерческий директор небольшой машиностроительной компании Politech-Plus, которая производит оборудование для безалкогольной промышленности, Александр Козлов утверждает, что логика фильма «Трактористы» «Здравствуй, милая моя, Я тебя (примеч. Китай) дождался, Ты пришла, меня нашла, А я растерялся» может быть в целом и верная по отношению к отечественной промышленности, но она отнюдь не соответствует потенциалу некоторых российских машиностроительных компаний.
На рынке укоренилось представление, что европейское оборудование – «Ты есть мессия, сын Бога живого!» и более-менее альтернативой может быть только Китай. На наш взгляд, это не совсем так. Да, у американских и европейских компаний всё здорово с маркетингом, да и вообще, по ряду важных параметров ведущие немецкие компании впереди планеты всей, но всё же используемые технологии отнюдь не космические и должны стоить разумных денег.
В своей деятельности мы всегда руководствуемся принципом, что нужна альтернатива. По нашему профильному процессинговому оборудованию сатурации воды и напитков мы на равных конкурируем с такими компаниями как Krones или KHS. Являясь, по-сути, нишевым предприятием, в том числе и поэтому мы технологически на уровне, а по некоторым позициям даже сильнее наших конкурентов. Не буду скрывать, что базовые преимущества по нашей тематике были наработаны ещё в советское время в научно-исследовательских институтах и военно-промышленном комплексе, но мы получаем от них максимум. Нам повезло, что в консервативных отраслях техника и технология не меняется каждый день, поэтому, если какой-то потенциал наработан, то пользоваться им можно долгое время при условии, если вы готовы развиваться.
В 2013 году мы остро осознали, что «Политеху» явно не достаёт эффективности и бережливости производственных процессов, чтобы хоть как-то быть на уровне с мировыми лидерами. Так, в 2014 году началось наше знакомство с lean технологиями. Сейчас мы хотели бы поделиться тем, что у нас получилось за эти полтора года.
Сразу отмечу, что повышение нашей операционной эффективности не было гладким, после первых успехов мы практически вернулись к тому, с чего начали, несколько человек уволились, так как не смогли свыкнуться с новым порядком работы. Только через год-полтора наших систематических усилий мы более-менее почувствовали, что мы закрепились на новом уровне бережливости. Идея нашей статьи добавить оптимизма и позитива небольшим производственным компаниям как мы и показать, что реорганизация производства на принципах бережливости позволяет добиться многого, а не акцентировать внимание на мелких сложностях, о которых, в принципе, и так написано немало.
Начали мы с того, что определили, что для потребителя представляет ценность, за что он готов платить деньги. Опросив более 300 наших клиентов, мы выяснили, что они не охотно ждали от 3 до 6 месяцев, пока производилось их оборудование. К нашему удивлению, большинство опрошенных хотели получить то, что они заказали в течение одного, максимум полутора месяцев или даже раньше. Такой срок объяснялся возможностями самого клиента по подготовке к обновлению основных средств или к их расширению. Более того, некоторые из наших клиентов чуть не купили оборудование конкурентов, которое в то время было доступно на складе, несмотря на то, что оно не в полной мере соответствовало их потребностям.
Итак, основная цель была понятна. Нам нужно было радикально снизить время отклика на заказ клиента. Мы также понимали, что косвенные выгоды от реализации нашей основной цели могут быть очень значительными.
Начали мы с того, что визуализировали процесс движения материальных потоков и людей, выделили операции, которые имеют и не имеют добавленной стоимости от момента поставки материалов поставщиками до доставки готового оборудования конечному покупателю. При этом мы подошли к вопросу повышения нашей эффективности по-философски и пытались смотреть на все, что мы делаем, с точки зрения потребителя, как тому учит Джеймс Вумек в своей книге о бережливом производстве.
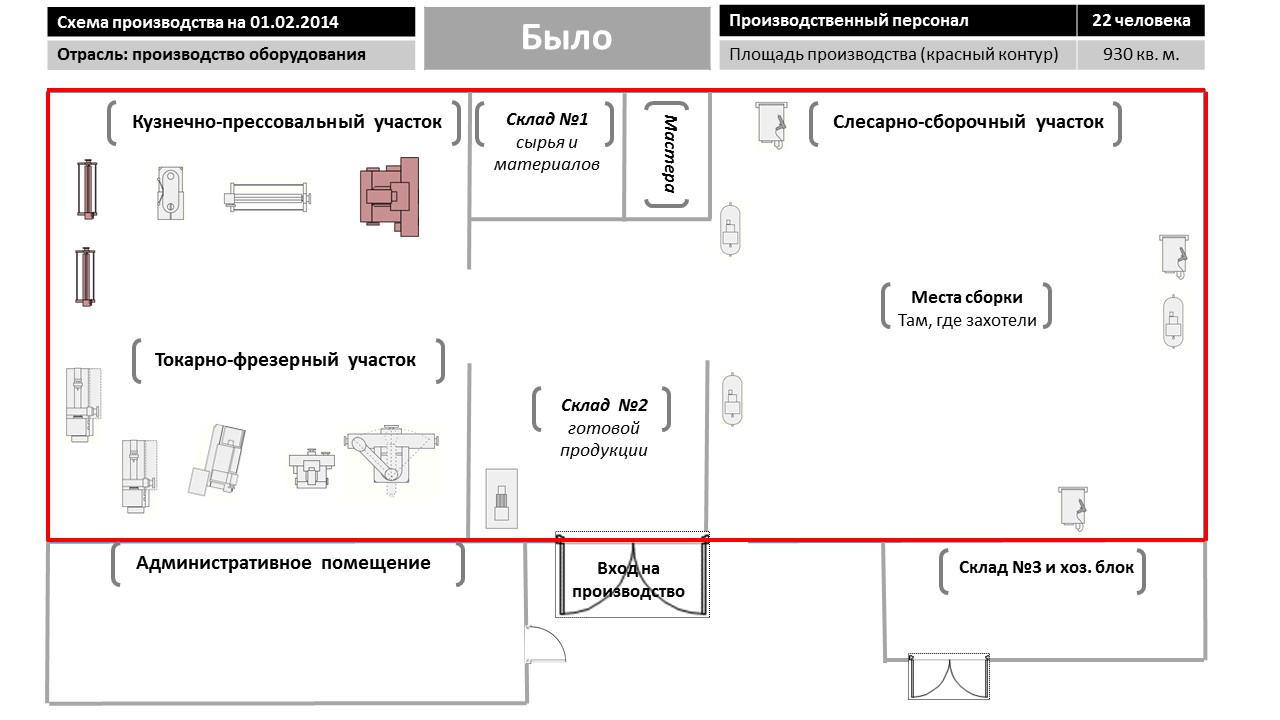
К идее реорганизовать производственный процесс мы пришли сразу после анализа нескольких диаграмм спагетти. Мы осознали, что менять процесс нужно немедленно, построив несколько таких диаграмм. Оказалось, что один рабочий умудрился пройти расстояние, равное длине взлётно-посадочной полосы Домодедово (около 3,8 км.), другие «ходуны» не отставали.
Схема движения сырья и материалов была хаотичной, места сборки оборудования выбирались произвольно и находились слишком далеко от «выходов» предыдущего процесса.
Нередко на производстве случались ситуации, когда какие-то компоненты, без которых оборудование не может работать, приходилось ждать 2-3 недели или оплачивать срочную авиа доставку, если клиент настаивал на отгрузке в срок. При этом запасов по большинству SKU нам хватило бы на месяц-полтора работы.
Оказалось, что на токарно-фрезерном и кузнечно-прессовальных участках лежит незавершённого производства на несколько сотен тысяч долларов и мы работаем «впрок» на 3-4 недели.
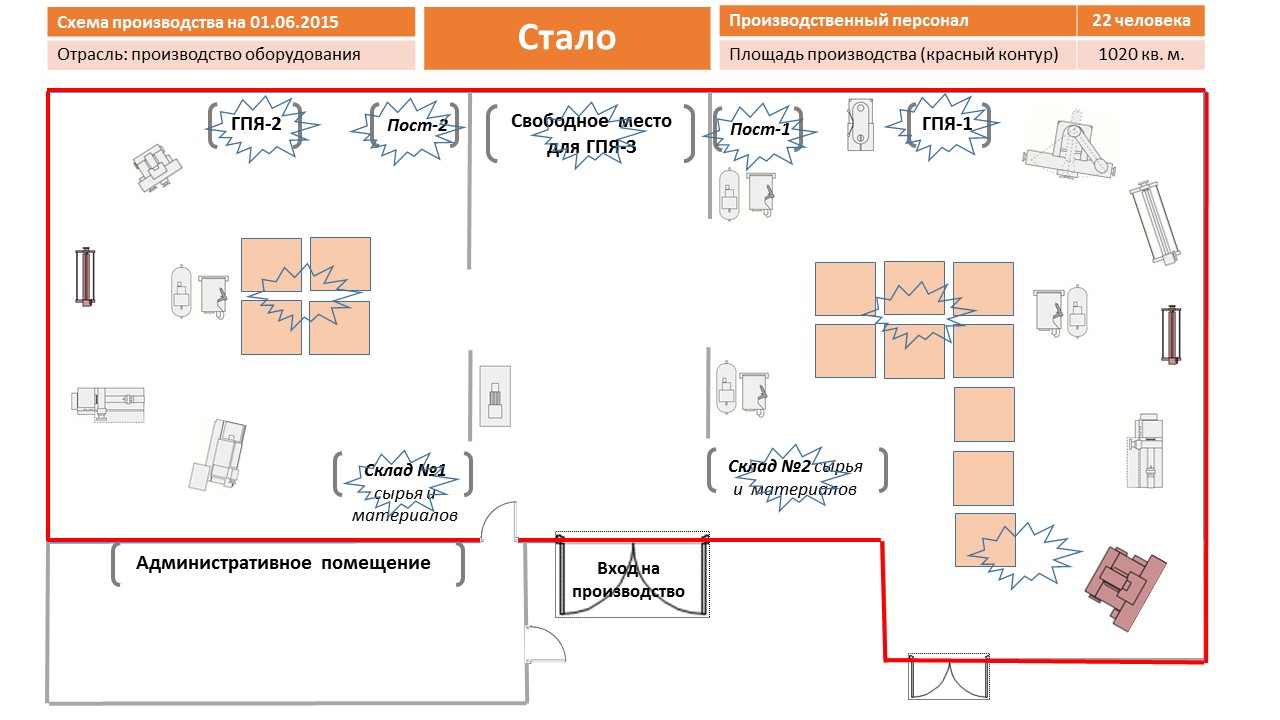
1. Перешли от функционального, цехового способа организации производственного процесса к гибким производственным ячейкам ГПЯ-1 и ГПЯ-2, которые ориентировали на выпуск различных продуктовых семейств. ГПЯ-1 – сатурационное оборудование, ГПЯ-2 – купажные отделения и другое оборудование.
Результат. Разумная организация рабочего процесса в виде ГПЯ, а также улучшений условий на производстве через 5S позволили одномоментно увеличить время, когда рабочий добавляет ценность, на 10-15%, а в разрезе 2014 года на 35-40%. Первые результаты были видны уже через пару недель после реорганизации производственного процесса. Работать впрок, как это было в заготовительном и токарно-фрезерном цехе, когда станки были сгруппированы по функциональному принципу, стало теперь невозможно.
Мы сократили среднее расстояние, которое проходят наши рабочие за 10 часовую смену в 2,5-3 раза и безусловно увеличили то время, в которое рабочий добавляет ценность.
2. Промаркировали места сборки оборудования исходя из модульного принципа. Теперь в промаркированной зоне может находится только незавершённое производство. При этом габаритное оборудование может занимать несколько мест.
Результат. Обучили людей новым компетенциям, теперь токарь или фрезеровщик обладает навыками слесарно-сборочных работ, а сборщики умеют выполнять некоторые операции на станках. Сборочная площадка стала центром ГПЯ. У нас появились матрицы квалификаций.
3. Разделили один большой склад на 2 поменьше, а от одного склада и вовсе избавились. Мы уменьшили размер складских площадей в 2 раза, а сами склады максимально перенесли к точке потребления. На складе №2 хранится чуть больше SKU из-за специфики ГПЯ-2.
Результат. Нам удалось отказаться от лимитно-заборных ведомостей и услуг кладовщиков. Теперь закупщик вынужден размещать заказы на сырьё и материалы несколько раз в неделю. У нас также появилось свободное место на производственной площадке, которое мы планируем использовать под ГПЯ-3 в случае необходимости.
4. Для учёта сырья и материалов мы купили композитные контейнеры оптимальных размеров и организовали простую 2-х ступенчатую Kanban систему. Когда заканчивается контейнер, скажем, с электродами, то рабочий ставит контейнер на специальный стеллаж. Для мастера ГПЯ – это сигнал к передаче заказа в отдел закупок.
Результат. Внедрение самой простой системы Kanban практически исключило ситуации, когда на складе совсем нет запчастей или наоборот, когда их хватит на месяц-два работы. За год мы сократили наши запасы с более чем 40 дней до 14-18 дней. Теперь мы размещаем заказы у наших поставщиков несколько раз в неделю, а наш текущий буферный запас в 2 недели сглаживает возможную неэффективность работы поставщиков и позволяет им выполнять наши заказы в срок.
5. Выделили места для проведения совещаний (Пост 1 и Пост 2) в каждой из ячеек, где стали вывешивать и учитывать показатели OEE, время переналадки, среднее время между поломками (MTBF). До знакомства с бережливыми технологиями мы вообще не измеряли эффективность работы оборудования и время переналадки, а также явно недооценивали масштаб наших проблем с надёжностью оборудования.
Результат. Внимание к процессу переналадки и планово-предупредительным ремонтам не только улучшило наше понимание ситуации с оборудованием, но и позволило снизить MTBF на 35% за 9 месяцев. Мы добились того, чтобы рабочие еженедельно проверяли исправность своего оборудования и заполняли чеклисты, которые потом сдавали мастеру ГПЯ.
Мы улучшили систему складирования и избавились от склада готовой продукции, не предусмотрев места для её хранения. Теперь готовое оборудование отправляется клиенту прямо из ГПЯ. Сырьё и материалы хранятся рядом с местом потребления на небольших складах согласно специфики ГПЯ, а не на отдельном складе. Теперь материалы перемещаются единожды на максимально короткое расстояние в контейнерах оптимального размера, а производственные потоки насколько возможно более не пересекаются. Ранее, чтобы доставить сырьё и материалы на склад, нужно было миновать склад готовой продукции и пересечь основной проход между цехами.
В итоге, по нашим оценкам, за год мы стали значительно эффективнее и бережливее, по некоторым параметрам в разы. При этом мы инвестировали в лин технологии лишь минимальные средства, которые потратили на перемещение оборудования, небольшую перепланировку цехов и наведение порядка.
Нам удалось добиться нашей цели и за полтора года сократить полное время производственного цикла на 40-60% в зависимости от специфики оборудования и, очевидно, что это далеко не предел. У нас даже появилась избыточная производственная мощность, которой мы можем демпфировать сезонные всплески спроса, и высвободилось место под новую ГПЯ. Узким местом оказался кадровый вопрос. Над ним мы сейчас работаем.
Мы до сих пор отстаём в эффективности и бережливости о наших европейских конкурентов и у нас ещё много очевидных областей для улучшений, но я рад, что мы уже многое знаем и можем. На наш взгляд, похожая ситуация у многих небольших производственных компаний, и мы уверены, что систематические усилия на повышения эффективности и бережливости окупятся, а наша история послужит таким примером.














