В настоящее время вопрос конкуренции на российском рынке в условиях непостоянства мирового рынка и снижения экономической устойчивости предприятий возникает все чаще и чаще. Многие предприятия пытаются снизить свои издержки за счет внедрения современных систем менеджмента, среди которых наиболее заметное место занимает система «Бережливое производство».
Авторы: Панина Ф.Ю., специалист по развитию производственной системы и системы менеджмента качества ОАО «Висмут», Федоськина Л.А., доцент кафедры управления качеством Мордовского государственного университета им. Н. П. Огарева.
Функционирование системы бережливого производства основано на эффективном применении взаимосвязанной совокупности специальных инструментов и методов. Наиболее полный состав инструментов бережливого производства включает в себя такие методы и подходы, как Кайдзен, 5S-«Упорядочение», SOP-процедуры, систему обслуживания оборудования ТРМ, быструю переналадку SMED, систему JIT («Точно вовремя»), Канбан и POKA YOKA [1].
Вместе с тем, превентивные попытки внедрения отдельных или нескольких инструментов (как правило 5S, ТРМ и SMED) не дают ожидаемых результатов. Это обусловлено тем, что после их поспешного, неподготовленного и оттого необоснованного внедрения не решаются основные производственные проблемы:
В чем же причина, и как же добиться повышения эффективности всего производства? Для того чтобы получить эффективный результат от внедрения инструментов бережливого производства, надо сначала постараться увидеть весь процесс создания продукции с точки зрения процессов, создающих ценность, и процессов, не создающих ценность (потерь).
Потери – бесполезные повторяющиеся действия, которые должны быть немедленно исключены. Например, простои в ожидании или складировании узлов [2].
Выявить все потери позволяет построение карты потока создания ценностей – VSM. Она представляет собой графическое изображение всего процесса производства продукции.
Составление карты потока ценностей начинается с последнего участка производства и проводится в обратном направлении до момента начала цикла производства и даже может включать в себя процесс разработки продукции и закупки материала для производства (все зависит от количества проблем при производстве). На каждом участке фиксируется:
Все показатели желательно оценить в денежном выражении для проведения финансового анализа затрат на производство продукции.
Работа по составлению карты проводиться непосредственно на тех участках, где осуществляется процесс. Опыт показывает, что наиболее удобным способом представления потока создания ценности является нанесение изображения на ватмане, лучше карандашом, чтобы была возможность внесения поправок и уточнений [3].
В качестве исходных данных имеем:
– В цехе №1 деталь подвергается 3- м процессам обработки на 3- рабочих местах.
– На рабочем месте №1 деталь отрезается в размер.
– На рабочем месте №2 деталь проходит токарную обработку.
– На рабочем месте №3 деталь проходит фрезерную обработку.
– В цехе №2 на рабочем месте №4 деталь собирается в сборочную единицу и передается на склад готовой продукции.
Описанный порядок перемещения обрабатываемой детали показан на рисунке 1.

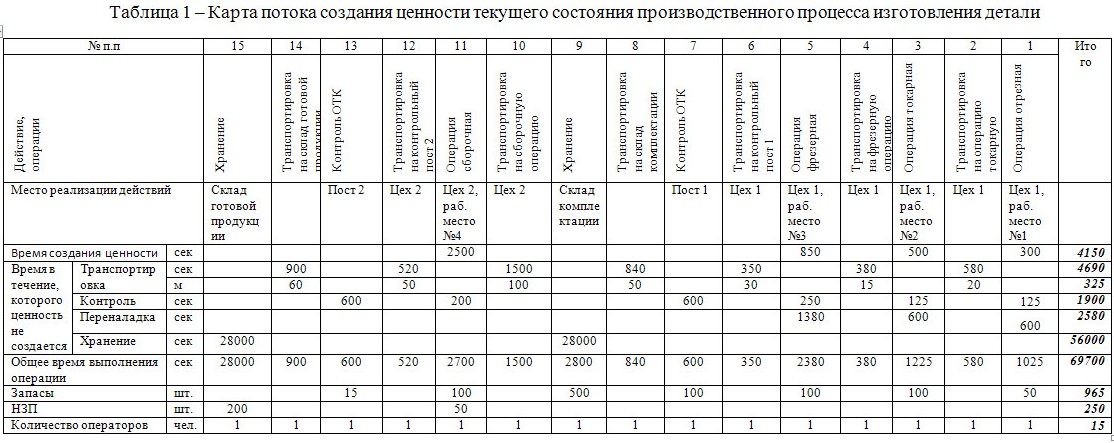
Исходя из ранее определенной нами методики, составление карты потока создания ценности начинаем со склада готовой продукции и заканчиваем рабочим местом №1. Данные, собранные в процессе анализа заносятся в соответствующую таблицу (таблица 1).
Как показывают данные таблицы 1, общая продолжительность производственного процесса обработки детали составляет 69 700 сек. Процесс состоит из пятнадцати операций. Заметим, что оперативное время, то есть время создания ценности детали составляет 4 150 сек. В процентном выражении это значение составляет всего лишь 5,59%! Это значит, что большая часть процесса выполняется непроизводительно. Производственные потери настолько велики, что исследуемый процесс имеет явную необходимость оптимизации во времени и пространстве.
Самое значительное непроизводительное время выпадает на операцию хранения – она длится 56 000 сек. и занимает 80,3 % общего времени процесса. Доля данной категории производственных потерь в общем непроизводительном времени еще более высока – 85,4 %. Таким образом, именно при хранении комплектующих и готовой продукции тратится необоснованно много времени, что делает процесс обработки детали нерациональным и имеющим низкую ценность.
Все это свидетельствует о том, что имеет место сверхнеэффективная организация производственного процесса изготовления рассматриваемой детали. Нерациональное размещение рабочих мест в ходе выполнения технологических операций не позволяет получать высокую ценность производственного процесса обработки рассматриваемой детали.
На этой основе составляется карта потока создания ценности при параметрах будущего состояния производственного процесса обработки детали. При построении карты будущего состояния следует учитывать, что необходимо как можно больше сократить выявленные потери в виде непроизводительных затрат времени, материальных ресурсов и пространства. Поэтому на данном этапе разрабатываются наилучшие желательные показатели всех параметров производственного процесса, которые также отражаются в виде аналогичной таблицы. В нашем примере желаемые параметры ценности процесса представлены в таблице 2.
Сравнивая значения аналогичных показателей таблиц 1 и 2 заметим, что общая продолжительность процесса сократилась на 59 030 сек., то есть в 6,5 раза! Доля производительного времени выполнения тех же пятнадцати операций производственного процесса обработки детали возросла до 31,86 % вместо 5,59 %. Таким образом, ценность потока увеличилась в 5,7 раза.
Среди непроизводительных затрат производственного процесса доминирующее значение по-прежнему занимает время хранения, однако его доля в общем процессе снизилась на 33,44 % и составила 46,86 %. В составе непроизводительных затрат она также сократится, и в будущем состоянии должна быть 68,78 % вместо 85,4 %.
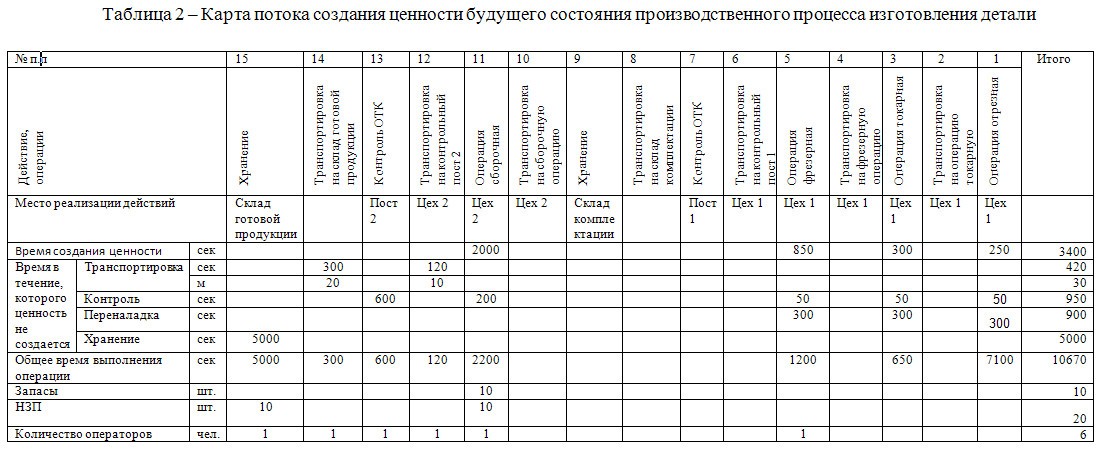
Немаловажным достижением будущего состояния производственного процесса обработки детали в рассматриваемом примере является также значительное сокращение объемов запасов и незавершенного производства – запасы составят лишь 1 % от текущего уровня, а объемы незавершенного производства сократятся до 8 % от имеющего место в текущий момент времени. Существенное изменение численности работников, занятых в производственном процессе, – с 15 до 6 операторов, то есть в 2,5 раза – это еще один весомый аргумент в пользу построения карты потока создания ценности с целью проведения анализа причин и источников производственных потерь.
С целью обобщения полученные результатов построим таблицу целевых показателей, в которую занесем данные параметров текущего состояния и будущего (таблица 3).
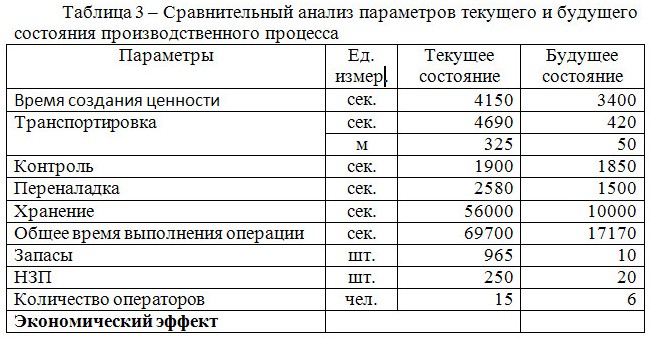
Экономический эффект в таблице не подсчитан в силу того, что параметры процесса не были оценены в денежном выражении, поэтому проведение финансового анализа оказалось затруднительным. Это требует дополнительных данных и может составить отдельное направление исследования рассматриваемого производственного процесса.
Но здесь встает вопрос: за счет каких изменений могут быть получены такие заметные улучшения производственного процесса и снижены производственные потери?
Отметим, что не существует единственно верного ответа на такой сложный вопрос. Единого рецепта успеха организаций, оптимизирующих свой производственный процесс на основе построения карты потока создания ценности, просто не может быть. Насколько каждая организация уникальна по своей сути, настолько же уникальны решения по оптимизации и рационализации потока.
В нашем примере столь существенные результаты были достигнуты посредством того, что все рабочие места, задействованные в обработке детали, были выстроены в U- образную ячейку, которую территориально расположили в цехе № 1. На рисунке 2 наглядно представлено, как изменилось пространственное расположение рабочих мест, вследствие чего появилась возможность сокращения потерь при транспортировке и хранении.

Как видно из рисунка 2, в ячейке три операции – отрезную, токарную и фрезерную – будет выполнять один оператор. За счет такого расположения технологического оборудования и рабочих появилась возможность сократить время на перемещения детали от одного рабочего места до другого, время временного хранения детали на складе комплектующих, количество незавершенного производства, сократить количество операторов, задействованных в процессе производства, сократить площади для дальнейшего увеличения объемов производства.
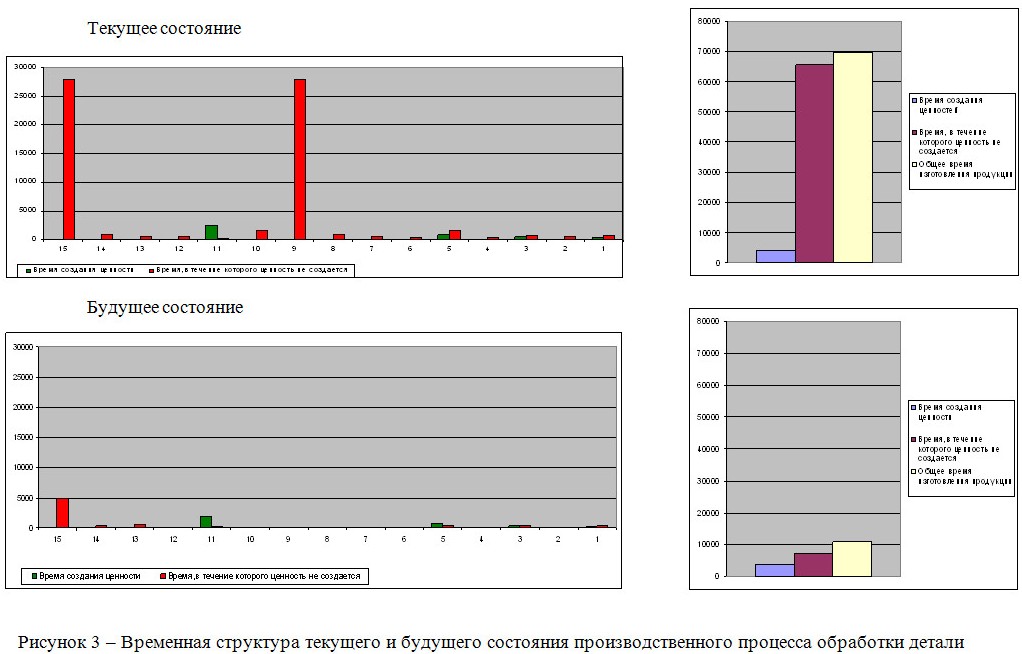
Для наглядного сравнения и структурной характеристики времени операций, создающих ценность, и времени, в течение которого ценность не создается, строятся диаграммы, соответствующие текущему и будущему состояниям. Рассматриваемый вариант изменения производственного процесса представлен в виде двух пар диаграмм на рисунке 3.
На них видно, что в текущем состоянии общая продолжительность процесса складывается почти полностью из не создающего ценность времени, и лишь малую долю занимает время, создающее ценность. В будущем состоянии время непроизводительное только незначительно больше времени создания ценности, а общая длительность процесса существенно снижена и временная структура его более рациональна.
Однако только лишь создания U- образной ячейки оказалось недостаточным для получения представленных результатов. Специалистам потребовалось провести ряд дополняющих мероприятий и принять соответствующие управленческие решения.
Чтобы достичь намеченных показателей, потребовалось также внедрить ряд инструментов бережливого производства:
– для сокращения количества операторов проведет хронометраж работы операторов на всех рабочих местах, выделена ручная работа оператора и машинное время работы оборудования. Затем разработан «стандарт работы оператора» с учетом того, что оператор должен выполнять ручную работу одновременно с обработкой детали на оборудовании;
– для сокращения времени цикла выполнения операций внедрена система 5S – «Упорядочение». Практическое руководство с инструкциями и чек-листами доступно здесь;
– для сокращения времени переналадки оборудования использованы элементы системы SMED;
– для сокращения простоев из-за неисправности оборудования внедряется система TPM.
– для сокращения времени контроля качества применяется подход POKA YOKA;
– для сокращения незавершенного производства, простоев из-за несвоевременной доставки материалов, комплектующих используются принципы JIT.
Только такое комплексное решение производственных проблем позволит сократить потери в исследованном производственном процессе и на этой основе повысить его эффективность.
Литература
1. Лапшин В. С. Основы бережливого производства: учеб. пособие / В. С. Лапшин, Л. А. Федоськина, Е. А. Ляманова, Д. В. Родин, Е. Е. Родина, И. В. Филиппова. – Саранск: Изд-во Мордов. ун-та , 2011. – 168 с.
2. Производственная система Тойоты. Уходя от массового производства/ Тайити Оно ; Пер. с англ.-М.: Институт комплексных стратегических исследований, 2005г. – 192 с.
3. Учитесь видеть бизнес-процессы. Практика построения карт потоков создания ценности / Майк Ротер, Джон Шук; Пер. с англ. – М. : Альпина Бизнес Букс : CBSD, Центр развития деловых навыков, 2005. – 144 с.