С 2012 года на предприятии ведется активная работа по внедрению lean-технологий, а начиная с середины 2015 года отдельные краткосрочные проекты по данному направлению переросли в создание собственной производственной системы «KUKMARA». Цель - развертывание полноценной проектной деятельности по внедрению инструментов и методов бережливого производства с учётом специфики собственного производственного процесса.
Автор: Шарафеев Артем Раисович, заместитель генерального директора по развитию производственной системы
![]() ОАО «Кукморский завод Металлопосуды» - один из ведущих производителей литой алюминиевой посуды, посуды с антипригарным (АП) покрытием, товаров для туризма и отдыха, а также хлебных форм. Торговая марка «KUKMARA» широко известна как в РФ, СНГ, так и в странах ближнего и дальнего зарубежья.
ОАО «Кукморский завод Металлопосуды» - один из ведущих производителей литой алюминиевой посуды, посуды с антипригарным (АП) покрытием, товаров для туризма и отдыха, а также хлебных форм. Торговая марка «KUKMARA» широко известна как в РФ, СНГ, так и в странах ближнего и дальнего зарубежья.
Одной из таких специфик является многономенклатурное производство: предприятие выпускает более 10 линеек посуды, состоящие из более 400 номенклатурных позиций. Этот фактор наряду с различного рода ограничениями как на самом производстве, так и в его взаимодействии с другими подразделениями влияет на удовлетворение потребительского спроса, являющегося основным показателем работы предприятия.
Для необходимости понимания, какие именно ограничения в существующих процессах в большей степени влияют на выполнение заявок от покупателей, в конце 2016 года было принято решение о тестовом запуске 1-ой петли производственной логистики по системе «канбан» - основного инструмента вытягивающей системы для реализации принципа «точно в срок» (делать и поставлять то, что нужно, когда нужно и только в нужном объеме).
Понятие 1-ой петли означает определение двух участков производственного процесса, в котором один является заказчиком продукции (сырья, материалов, комплектующих и т.д.), другой же является их поставщиком.
На первом этапе реализации данной системы под существующий производственный процесс были поставлены следующие задачи:
Существующая система планирования, направленная на пополнение супермаркета склада готовой продукции (вытягивание необходимых изделий с производства, остатки на складе которых опустились ниже рассчитанного порогового уровня), необходимость выталкивания проблем из мест создания ценностей, внедрение контура обратной связи для оперативного преодоления текущих проблем в части движения внутрицеховых материальных и информационных потоков, все это явилось причиной концентрации проектной группы на двух ключевых участках цеха обработки посуды и выбора их для проведения запланированного тестового запуска:
Заказчик:
Упаковка №2 - участок упаковки посуды с АП и декоративным покрытием:

Краткие сведения:
Финальная операция. Участок разделен на 5 зон, на каждой из которых производится упаковка тех или иных номенклатур, после чего происходит их отправка на склад готовой продукции.
Поставщик:
Печь полимеризации №1 - участок нанесения грунтовочного покрытия:

Краткие сведения:
Определение типа грунтовочного покрытия для его нанесения на заготовку зависит от цвета, в который на последующей операции она будет окрашена и своевременная осведомленность об этом является ключевым моментом в работе участка.
Тип транспортировочной тары: поддоны (существующая).
Единица пополнения: 1 партия (по норме заливки цеха литья посуды).
Примеры внешнего вида карточек:
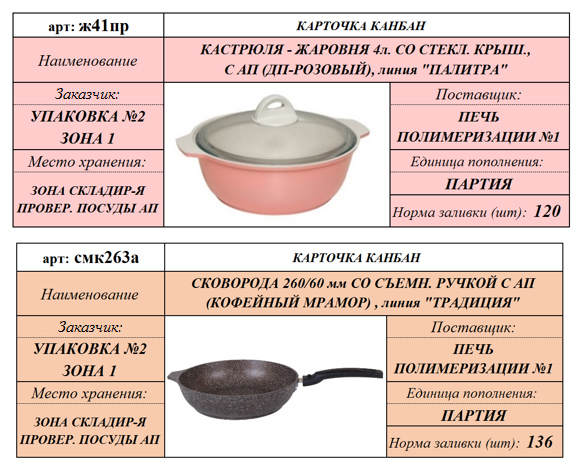
Предъявляемые требования:
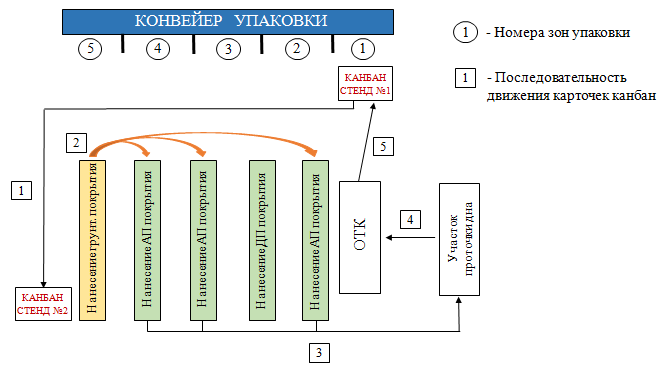
Схема задействованных участков:
Принцип работы:
Сменно-суточное задание (далее задание) выдается мастерам цеха обработки посуды около 17.00.
Периодичность заказа по системе «канбан» была определена в количестве: 1-го раза в сутки, что обусловлено непрерывностью производственного процесса. Таким образом, количество карточек, переданных на участок поставщика, должно обеспечить его работой на 3 последующие смены, т.е. до 17.00 следующего дня.
Для этого:
1. Мастер упаковки на канбан стенде «УПАКОВКА» набирает по каждой номенклатуре определенное количество карточек, которое зависит от потребности супермаркета склада готовой продукции (указанной в задании) и сменной нормой заливки (указанной в карточке).

Количество находящихся в каждой ячейке карточек на стенде участка заказчика - различно. По всем номенклатурным позициям, проходящим через задействованные в тестовом запуске участки, отделом маркетинга был предоставлен ABC XYZ анализ, включающий в себя данные по количеству и стабильности продаж.
Количество карточек определялось в зависимости от той группы, в которой оказывалось изделие. Ограничение количества запущенных в работу карточек «канбан» является регулятором загрузки мощностей участков и позволяет ограничивать объем незавершённого производства:
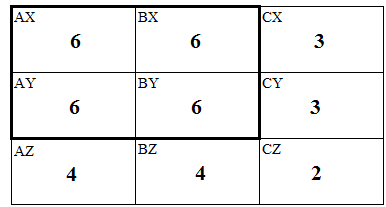
Группы А и В – это позиции, которые обеспечивают основной товарооборот компании. Внутри них основное внимание уделяется группам от AX до BY, т.к. группы AZ и BZ, несмотря на высокий товарооборот, отличаются низкой прогнозируемостью продаж.
Группа С – бóльшая часть ассортимента, но с гораздо меньшим товарооборотом.
2. Разложив по обратному потоку (от ОТК до участка нанесения грунтовочного покрытия) карточки «канбан», мастер упаковки размещает оставшиеся на стенд «ГРУНТОВКА». Это и есть задание участку на последующие сутки.
3. Рабочие грунтовочного конвейера, выполнив заказ, отправляют партию изделия вместе с карточкой дальше по потоку. После прохождения всех последующих операций, карточка возвращается на стенд «УПАКОВКА».

Проводился ежедневный мониторинг количества невыполненных заказов и причин, повлиявших на это. Все данные отображались на временном стенде, установленном в цехе.
Несмотря на то, что тестовый запуск проводился только по одной из зон упаковки (44 номенклатурных позиций), почти ежедневно наблюдалось невыполнение в полном объеме всех заказов от участка заказчика.
Основные выявленные причины этого:
Таким образом, проведение тестового запуска позволило:
В заключении необходимо отметить, что тестовый запуск системы «канбан» показал необходимость интеграции информационной системы предприятия с инструментами производственной системы, что позволит производить учёт межоперационного движения продукции и количества незавершенного производства.
Как известно, lean-технологии направлены не на инструменты и методы, а в первую очередь на людей, которые их применяют, потому что от степени принятия этих инструментов и будет в первую очередь зависеть качество их внедрения. Для этого же необходимо на реальных примерах показывать сотрудникам эффективность новых методов работы и тестовый запуск системы «канбан» с этой задачей справился.
Ставив перед собой цель постоянно улучшать и развивать производственную систему «KUKMARA», руководство предприятия продолжает планомерную работу по внедрению инструментов бережливого производства, и система «канбан» займет среди них своё достойное место.











