Японская методика управления материальным потоком канбан завоевывает популярность на предприятиях самых разных стран и отраслей. Каждое предприятие в зависимости от специфики своего производства выбирает собственный формат организации канбан-системы – при помощи карточек, контейнеров с бирками или штрих-кодов и электронных сканеров. Насколько удобно применение каждого типа канбан-систем, мы рассмотрим на примере предприятий немецкой фармацевтической отрасли.

Несмотря на широту применения, система канбан обладает рядом единых принципов, которые необходимо учитывать для успешного внедрения как в отношении внутренних, так и внешних логистических процессов.
1. Ориентация на спрос. В эффективной и бережливой производственной системе именно клиент «вытягивает» на себя производственный заказ, поэтому и объем поставок в партии должен зависеть от реального спроса.
2. Саморегуляция. Определение расхода материалов и ресурсов должно быть гибким и децентрализованным, то есть самостоятельно определяться рабочими группами.
3. Устранение потерь – за счет сокращения времени цикла, не создающих ценность операций, объема складских запасов и незавершенного производства.
4. Гибкость и разнообразие подходов. Предприятию не обязательно выбирать и строго придерживаться одного типа канбан-системы на всех логистических уровнях. Выбор подхода должен определяться индивидуально и может изменяться со временем.
5. Непрерывные улучшения. Как и производственные процессы, логистика также имеет множество скрытых возможностей улучшения. В их определении и реализации должен принимать участие весь персонал.
Популярность и широта распространения системы канбан в мире объясняется тем, что она имеет ряд преимуществ как для компании, так и для ее поставщиков:
Процесс внедрения канбан в компании, как правило, происходит в две стадии: преобразование внутренних процессов создания ценности и распространение системы на внешних поставщиков.
Для начала необходимо организовать команду по внедрению, которая определит область внедрения канбан и потоки материалов, которые будут реорганизованы в пилотном проекте. В ходе обсуждения желаемых изменений в процессах постепенно вырисовывается единая для всех сотрудников система правил и норм управления запасами в рамках канбан. Для оценки результативности внедрения канбан необходимо снять начальные показатели. В качестве ключевых показателей чаще всего принимают объем запасов и их доступность, объем незавершенного производства, производительность, частота сбоев в поставках и др.
Перспективы внедрения канбан на конкретном предприятии определяются такими факторами, как постоянство спроса, структура продуктовой линейки, тип и технология производства, качество, поток материалов, обеспеченность сырьем и материалами. Проблемы при внедрении с большей вероятностью возникнут именно там, где показатели не отличаются стабильностью.
Визуализация системы внутренних поставок осуществляется при помощи канбан-карточек, канбан-досок и электронных сигналов. По назначению карточки-канбан могут подразделяться на производственные, транспортировочные, закупочные, рабочие, складские и специальные – в них указывается информация о том, кто и какое количество материала должен произвести/доставить. Роль канбан-карточки может выполнять и бланк производственного заказа.
Система канбан не только делает логистические процессы более прозрачными, но также способствует визуализации и более качественной организации складских запасов: мелкогабаритные производственные заказы хранятся и транспортируются в промаркированных контейнерах, а крупногабаритная продукция – хранится на специально отведенных местах и транспортируется на тележках и иных транспортных средствах с тщательно заполненной документацией.
Если карточки канбан удобны для использования во внутренних, территориально взаимосвязанных процессах, то в работе с внешними поставщиками или при большом количестве поставщиков и ассортименте продукции более целесообразно использование электронной канбан-системы. Она позволяет постоянно иметь доступ к регулярно обновляемой истории заказов, управлять огромным количеством продукции в рамках системы поставок и быстро передавать информацию о состоянии запасов на любые расстояния, облегчая тем самым сотрудничество с внешними поставщиками. Доступ к базе данных можно получить при помощи сети Интернет или внутренней корпоративной сети. Традиционный канбан эффективен, если на предприятии выпускается продукция с постоянным спросом и крупными партиями, в то время как электронный канбан позволяет управлять даже единичными и уникальными заказами.
Рассмотрим пример внедрения канбан в фармацевтической компании.
Изначально на заводах компании поток материалов двигался вдоль цепочки создания ценности. Длительное время поставок обуславливало высокий уровень складских запасов, но при этом из-за неорганизованности требуемого сырья зачастую не было в нужный момент. Низкая доступность материалов в распределительных пунктах постепенно привела к росту объема незавершенного производства. Перебои с внутренними поставками и опоздания в доставке продукции конечному потребителю стали регулярной проблемой. Для ее устранения было решено внедрить в компании управление поставками на основе канбан и организовать системы центрального планирования. Кроме того, на заводе 1 был создан распределительный центр со стадией комплектования, также действующий по принципам канбан.
Внедрение началось с реорганизации внутренних логистических процессов, а впоследствии методика была распространена на поставщиков и региональные логистические центры. При этом использовалась комбинация различных типов канбан-систем: карточный, тарный и электронный канбан.
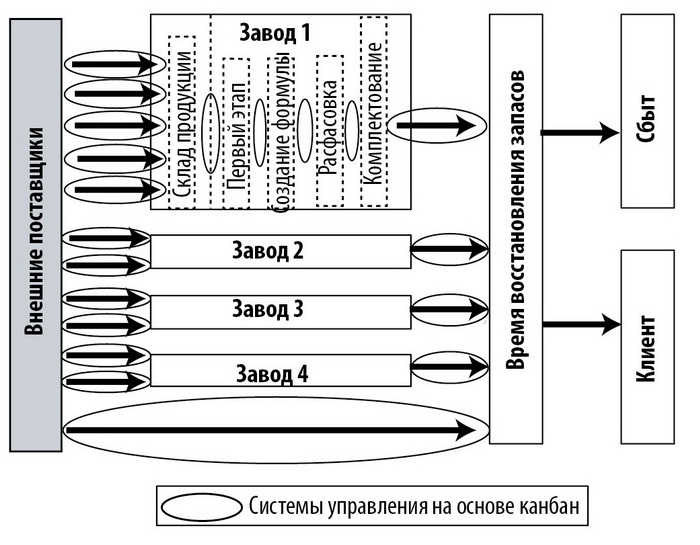
Рис. 1. Потоки материалов и системы управления на основе канбан.
На заводе 1 внедрение канбан проходило в три этапа: пилотный проект был реализован в распределительном центре на этапе комплектования готовой продукции для поставки заказчикам. В дальнейшем канбан стал применяться в системе управления внутренними логистическими процессами при производстве продукции. На третьей стадии электронный канбан был внедрен в работу с поставщиками.
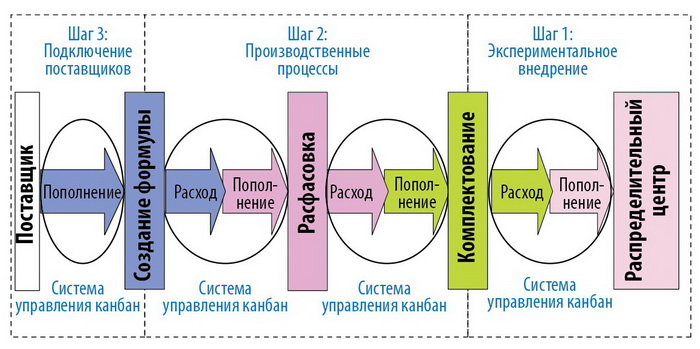
Рис. 2. Поток материалов на заводе 1.
Этап 1. Внедрение канбан в распределительном центре.
Исходная ситуация с поставками в распределительном центре характеризовалась низкой доступностью готовой продукции для комплектации. Внеплановые переналадки этикетировочных машин, низкая информационная прозрачность, высокие издержки в ходе выполняемых вручную операций и длительное время цикла (8-10 дней) – все эти проблемы приводили к серьезным потерям и требовали скорейшего разрешения.
Цели внедрения канбан заключались в следующем:
Распределительный центр поставляет продукцию внутренним и зарубежным клиентам. Анализ производственных и логистических процессов указал на то, что частые опоздания с доставкой продукции клиентам вызваны отсутствием контроля уровня запасов. Как оказалось, дозаказ продукции производится уже после того, как уровень запасов падает ниже минимально допустимого, и процесс-поставщик не успевает произвести необходимый объем продукции к времени отправки партии клиенту.
При внедрении канбан в распределительном центре был создан список имеющихся заказов и их уровень. Теперь заказы формируются на основании информации, указанной в списке. Красным отмечаются запасы, уровень которых ниже минимального, желтым – запасы, уровень которых находится между нижней и верхней границей минимально допустимого. Зеленый цвет указывает на то, что запасы имеются в достаточном объеме. Красные позиции необходимо как можно скорее восполнить, решение насчет дозаказа «желтых» сотрудники принимают самостоятельно в зависимости от критичности ситуации, а «зеленые» не нуждаются в пополнении. Визуализация уровня запасов позволяет сотрудникам самостоятельно планировать последовательность операций производственного процесса, а сезонные колебания, ведущие к увеличению или снижению объема работы, нивелируются благодаря гибкой модели рабочего времени.
Этап 2. Внедрение канбан в управление внутренними производственными процессами.
Цели внедрения канбан во внутренние производственные процессы заключались в следующем:
С внедрением новой системы управление поставками в цехах стало осуществляться при помощи канбан-доски, где для каждой позиции выделена строка с ячейками. Каждая имеющаяся на складе паллета с материалами отмечается специальной карточкой красного, желтого или зеленого цвета, что отражает объем запасов данного материала на складе. Подобным образом организовано и центральное управление производством. Пополнение запасов производится со склада сырья по окончании производственного цикла.
Этап 3. Внедрение канбан среди поставщиков.
Последними в новую систему были включены внешние поставщики. Работа с ними организовывалась при помощи электронной системы канбан. При этом информация о запасах сырья на складах передавалась посредством сети Интернет. Задачами электронной канбан-системы в этом случае являлись сокращение запасов и снижение управленческих издержек.
Внедрение электронного канбан происходило в четыре этапа:
На стадии анализа изучаются материалы, объемы запасов и логистические маршруты каждого поставщика, а также производственно-техническая специфика их предприятий. Немаловажно выяснить минимальное количество материала, производимое за один цикл.
В ходе встречи с поставщиками им были разъяснены принципы канбан, особенности электронной системы канбан и тонкости его внедрения на предприятии.
Организация совместной с поставщиками работы по новым правилам, новый порядок оформления и организации поставок обсуждаются на семинарах. Основными параметрами, определяющими будущий уровень запасов, являются время восстановления запасов и объем поставляемых партий.
За внедрением новой системы следует наблюдение: система корректируется в случае отклонений и совершенствуется. Автоматически формируемый отчет фиксирует отклонения уровня запасов от запланированного и помогает клиенту оценить надежность поставщика.
На заводе 2 канбан внедрялся для двух продуктовых линеек на стадиях разработки, расфасовки и комплектования.
На стадии разработки товарные группы с линий А и Б могли обрабатываться вместе. Ввиду большого ассортименты традиционной системы канбан оказалось недостаточно для визуализации движения материалов, поэтому было принято решение о частичном внедрении электронной системы канбан. При этом уровень запасов определяется по цвету контейнера. Контейнеры окрашены с одной стороны в красный, с другой – в зеленый цвет. Как только запасы истощаются, контейнер поворачивают красной стороной, что является сигналом к производству.
Система регулирования А: электронный канбан на двух стадиях производства.
В системе регулирования А можно объединить две стадии производства. Поскольку склад в распределительном центре отделен от производства, для лучшей визуализации была избрана именно электронная система канбан. Информация об уровне запасов ежедневно распечатывается и вывешивается в доступном для персонала месте.
Система регулирования В: тарный канбан.
Управление осуществляется при помощи окрашенных в красный/зеленый контейнеров. Как только количество запасов преступает минимально допустимый уровень, сотрудник переворачивает контейнер нужной стороной. Красная сторона означает, что запасы необходимо срочно пополнить.
Пример (выдержка):
1. Операционная инструкция касательно цвета контейнеров:
А) зеленый: не производить.
Б) желтый: можно начинать производить.
В) красный: необходимо срочно производить.
2. Производство сверх необходимого минимального уровня не допускается.
3. Выделяются специальные места для хранения материалов; хранение материалов в иных местах недопустимо.
4. Если контейнер повернут красной стороной, это означает срочный производственный заказ.
5. Сотрудники самостоятельно принимают решения о порядке выполнения производственных заказов.
6. Проверка системы регулирования производится дважды в год. За это отвечает технологический отдел.
Уровень запасов в распределительном центре заводов 3 и 4 контролируется посредством сети Интернет, сигнал о падении уровня запасов направляется автоматически. Особенности функционирования и преимущества электронной системы канбан были разъяснены сотрудникам на общем собрании, после чего был проведен анализ и оценка текущей системы управления. Заводам 3 и 4 удалось перейти на электронный канбан в течение нескольких дней.
В описанных примерах экспериментальное внедрение канбан оказалось столь успешным, что вскоре было принято решение о внедрении нового подхода на всех заводах компании. Первоначально поставленные задачи были выполнены даже в большем объеме, чем прогнозировалось. Нововведения были одобрительно встречены сотрудниками и поставщиками. На заводе 2 внедрение канбан позволило повысить производительность на 30% за первый год и на 14% за второй год.
Владение актуальной информацией о состоянии запасов позволяет принимать стратегически верные решения в рамках производственного процесса. Автоматическая подача отчетов позволяет быть в курсе состояния запасов и является надежным инструментом внутреннего информирования.
Канбан является важным инструментом управления цепочкой поставок и дальнейшего совершенствования производственной логистики. Основой успеха является принятие его принципов всеми сотрудниками предприятия. Четкие правила, ориентация на клиента, минимизация плановых и управленческих издержек и простота внедрения формируют основу успешного выполнения поставленных задач. В зависимости от особенностей производственного процесса может меняться и система управления. Внедрение принципа личной ответственности сотрудников является важным шагом на пути превращении организации в постоянно обучающуюся и непрерывно совершенствующуюся.
Текст: Ольга Гончарова
Материал подготовлен на основании данных Harald Wendik, Kanban-Einführung in einem Unternehmen aus dem Pharmabereich, Emporias Management Consulting GmbH.
Статья, предложенная для вашего ознакомления, была впервые опубликована в Альманахе «Управление производством». Скачать бесплатный .PDF выпуск, узнать больше об издании и оформить подписку для получения полного доступа к уникальным материалам можно здесь: http://www.up-pro.ru/shop/almanach/














