Рассмотрена методика учета влияния структурного строения высокотвердого порошкового материала в задаче расчета силы резания при наружном бесцентровом шлифовании. Получено аналитическое выражение для расчета силы, дан пример расчета.
The influence of structural construction of very hard material powder on the cutting force in centerless external grinding
The method of accounting influence structural framework of very hard material powder to the problem of calculating the cutting forces in external centerless grinding. The analytical expression for calculation of the forces is an example calculation.
Авторы: В.И. Свирщев, д-р техн. наук, ПНИПУ; В.К. Флегентов, канд. техн. наук; И.В. Подборнов, канд. техн. наук; А.В. Трубицын, инж. ЗАО «НОВОМЕТ-Пермь»
Для деталей подшипников скольжения, в качестве пар трения используются композиционные материалы на основе карбидов вольфрама, получаемые методом порошковой металлургии. Одним из основных методов обработки твердосплавных деталей, является шлифование.
Шлифование – процесс массового скоростного резания поверхностных слоев твердого материала большим числом мельчайших шлифующих зерен, сцементированных и сформованных связкой инструмента.
Недостаток сведений по физико-механическим свойствам, твердосплавного порошкового композиционного материала, делает невозможным подбор инструмента и параметров режима резания на основе справочной литературы. Материалы на основе зерен карбидов вольфрама обладают износостойкостью в абразивной среде на уровне твердого сплава ВК8 (материал «Релит» представляет собой равнораспределенные в медной связке зерна повышенной микротвердости 1500…2500 HV при твердости медной связки 250…300 HV). Кроме того, они обладают значительно лучшими пластическими характеристиками, абсолютно нечувствительны к ударным нагрузкам и вибрации.
Важнейшей задачей, для обеспечения выходных параметров обработки, является стабилизация динамических параметров процесса шлифования, нахождение зависимостей между управляемыми кинематическими параметрами процесса и динамически изменяющимися контактными явлениями.
Одной из основных функциональных характеристик при шлифовании, как и при любом другом виде механической обработки, является сила резания (рис. 1).
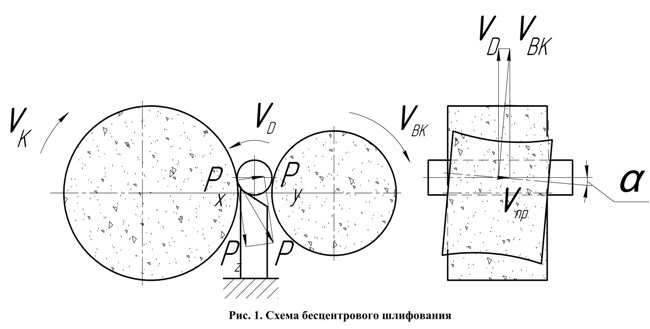
С увеличением силы резания возрастает отжатие элементов системы СПИД, возрастает интенсивность износа абразивного инструмента, температура в зоне резания, увеличивается шероховатость обрабатываемой детали и снижается точность обработки. Сила Р является результирующей величиной, составляющими которой являются:
Стабильностью силы резания P обеспечивает спокойный, безвибрационный процесс обработки деталей, а от осевой составляющей Рx зависит постоянство скорости продольной подачи Vпр, а следовательно, непрерывность потока при партионной обработке деталей и качество поверхностного слоя.
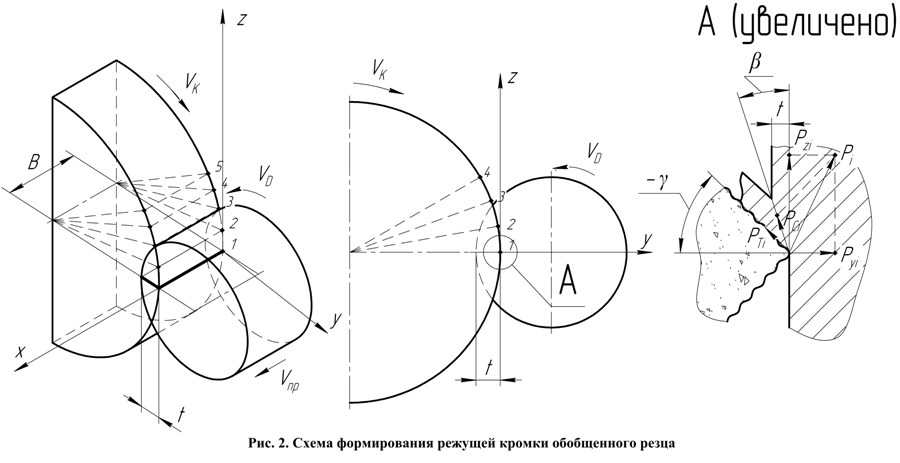
Процесс бесцентрового шлифования следует рассматривать, как процесс резания множеством абразивных зерен, расположенных на периферии круга. При этом, если условно разбить весь абразивный круг множеством плоскостей проходящих через ось вращения круга (рис. 2) и расположенных так, чтобы расстояние между плоскостями на периферии равнялось среднему расстоянию между зернами круга, то процесс резания, на длине отрезка образованного пересечением одной из секущих плоскостей и периферией круга, можно рассматривать как процесс резания одним обобщенным резцом с прямолинейной режущей кромкой шириной B [1].
Расчет тангенциальной составляющей Pz сил резания, в данной постановке, осуществляется по формуле [2]:

где Hv – твердость обрабатываемого материала по Викерсу; t – глубина шлифования; Da – характерный размер абразивного зерна инструмента; n = 1,0…2,5 (для электроко-рундовых кругов на керамической связке n = 1,5, для эльборовых и карбидокремниевых на керамической связке n = 1); Kв – коэффициент формы вершины зерна; Kδ – параметр, зависящий от объемного строения стандартного абразивного инструмента и условий правки его рабочей поверхности; VK – скорость абразивного резания; VD – скорость детали, Vпр – продольная скорость детали;
Величина Hv, входящая в формулу (1) расчета силы резания Pz , не может быть представлена в явном виде, так как в справочной литературе нет физических характеристик описанного композиционного материала. В этом случае величину Hv можно заменить некой приведенной микротвердостью составляющих ее компонентов. Для определения приведенной микротвердости воспользуемся дуализмом физических величин и выразим ее аналогично расчета приведенного коэффициента теплопроводности при детерминированном расположении составляющих многокомпонентного материала:
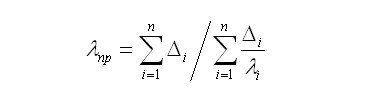
где λпр – приведенный коэффициент теплопроводности; λi – коэффициент теплопроводности i-го элемента; n – количество элементов многокомпонентного материала; Δi – размер i-го элемента по линии среза. Заменив коэффициенты теплопроводности микротвердостью элементов, получим:
где Hпр – приведенная микротвердость материала, Hi – микротвердость i-го элемента.
Материал «Релит» 2-х компонентный: зерна – карбид вольфрама, связка – медь. Предполагая, что все зерна карбидов вольфрама имеют средний статистический размер и равно распределены в объеме материала «Релит», для определения Δi, воспользуемся схемой (рис. 3).
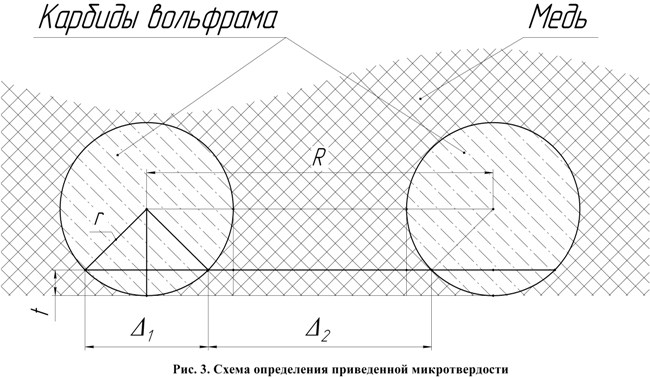
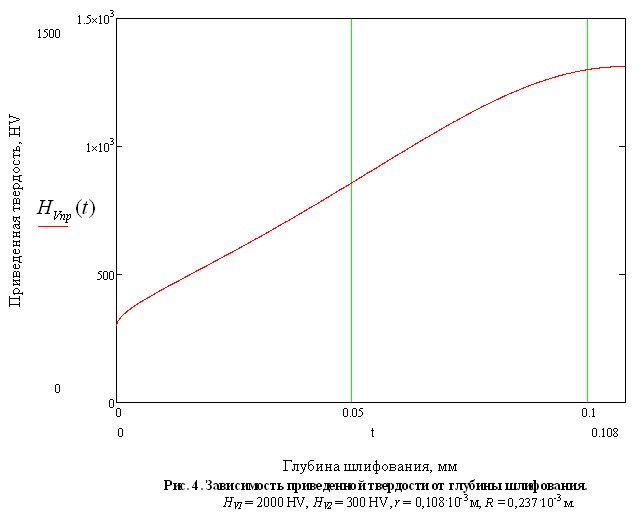
Из рисунка видно, что размеры составляющих элементов Δi, в плоскости среза, будут изменяться при изменении глубины шлифования t, а следовательно и приведенная твердость тоже. Найдем зависимость изменения приведенной твердости материала, от глубины шлифования:
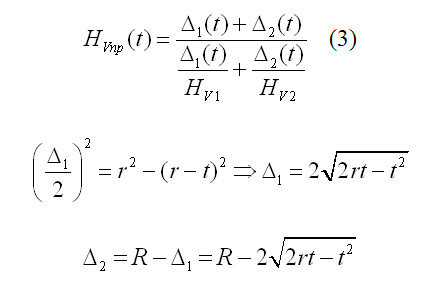
где r – средний статистический радиус зерна карбида вольфрама; R – среднее статистическое расстояние между центрами зерен карбидов вольфрама, Hv1– микротвердость карбидов вольфрама, Hv2 – микротвердость меди.
Подставив выражения для Δ1 и Δ2 в (3), после преобразований, получим окончательное выражение для приведенной твердости 2-х компонентного композиционного материала:
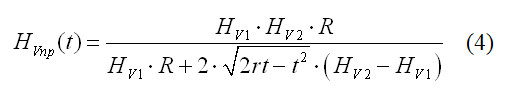
Формула (4) описывает зависимость приведенной твердости 2-х компонентного композиционного материала от глубины шлифования, размеров карбидов и их взаимного расположения (рис. 4).
Подставив (4) в (1) получим выражение для расчета силы резания Pz 2-х компонентного композиционного материала:

где S – ширина детали.
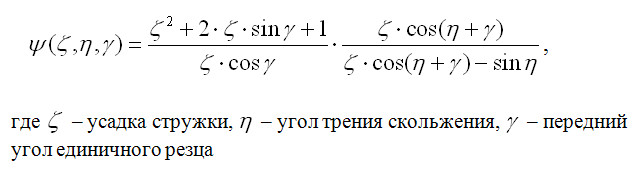
При скоростях характерных для процесса шлифования, усадка стружки ζ слабо зависит от скорости резания и будет равна примерно 1,5. Тогда

Скорость продольной подачи детали Vпр, при бесцентровом шлифовании, определяется скоростью детали и углом разворота оси ведущего круга и может быть найдена из выражений (рис. 1):
где Vвк – скорость ведущего круга.
C учетом (6) и (7) формула (5) примет окончательный вид:
Влияние параметра режима шлифования на силу резания будет описывать следующая функция:

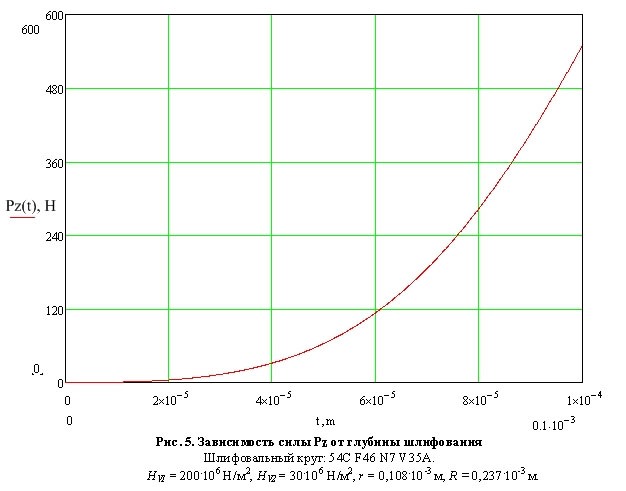
Особый интерес представляет зависимость тангенциальной составляющей силы резания от глубины шлифования, так как с ее увеличением возрастает и приведенная твердость обрабатываемого материала (рис. 5).
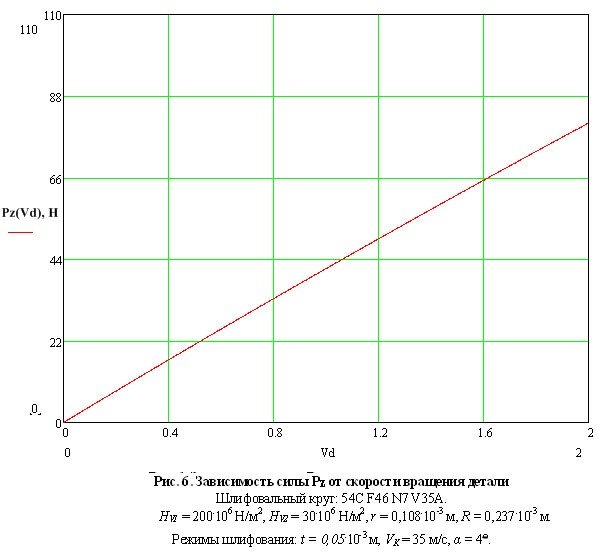
Сила резания практически прямопропорционально зависит от скорости вращения детали, так как VK >> VD (рис. 6):
Рассмотрим пример расчета составляющих силы резания при следующих режимах бесцентрового шлифовании:
Круг – 1 500х150х305 54C F46 N7 V35А: D = 0,5 м, da = 0,4.10-3 м, |γ| = 0,96 рад., n = 1, Kв = 2, Kδ = 0,0156, tgη = 0,2.
Деталь: d = 30.10-3 м, S = 35.10-3 м, HV1 = 200.106 Н/м2,
HV2 = 30.106 Н/м2, r = 0,108.10-3 м, R = 0,237.10-3 м.
Режимы шлифования: t = 0,05.10-3 м, VD = 1,56 м/с, VK = 35м/с, α = 4˚ ≈ 0,0698 рад.
После подстановки указанных условий шлифования в (8), получим:
PZ = 63,7 H, PY = PZ.tg(γ+ η) = 155,4 H.














