Задача оптимизации программы предупредительного обслуживания оборудования является актуальной для многих российских предприятий. Для ее решения необходимы методология и инструмент. На предприятии MC-Bauchemie (Россия) такой методологией стала RCM, а инструментом – информационная система управления техническим обслуживанием и ремонтами на основе программного обеспечения TRIM. Результатом оптимизации, проведенной на MC-Bauchemie (Россия), стало снижение количества дефектов на 18% и занятости персонала отдела главного инженера на 16%.
Автор: Михаил Беляков, главный инженер MC-Bauchemie (Россия)
Ключевые слова: RCM, оптимизация, предупредительное обслуживание, программы работ, дефекты, надежность.
Наше предприятие создано в 2001 году с участием немецкого концерна MC-Bauchemie, одного из мировых лидеров по производству продуктов строительной химии в таких областях, как «защита поверхностей» и «защита бетонов».
Массовому российскому потребителю хорошо известны наши сухие строительные смеси, впускаемые под маркой «ПЛИТОНИТ». Широкий спектр нашей продукции используется в промышленном и гражданском строительстве. Сегодня MC-Bauchemie (Россия) – один из ведущих производителей строительной химии в России, суммарная производственная мощность пяти российских заводов составляет более 500 тысяч тонн сухих строительных смесей, добавок в бетоны, грунтов и пастообразных продуктов в год.
Обеспечение надежной работы технологического оборудования является актуальной задачей нашего предприятия. На первый взгляд существует простое решение – планово-предупредительное обслуживание и плановые восстановительные ремонты (ППР), направленные на предупреждение отказов. Существуют регламенты, разработанные производителями оборудования, исполнение которых должно вести нас к цели. Однако на этом пути мы сталкиваемся с препятствиями.
Во-первых, это бюджетные ограничения, которые диктуют нам пределы реализации ППР. Тотальный ППР стоит очень дорого, а затраты на его проведение включаются в себестоимость продукции. Во-вторых, показатели надежности, которые мы фиксируем постфактум, возбуждают сомнения, что затраты на ППР дали эффект. А если эффект и достигнут, то возникает вопрос насколько оправданы затраты на его достижение.
Таким образом, в рыночных условиях обеспечение надежности неразрывно связано с контролем и оптимизацией связанных с ней затрат. Неоправданно дорогостоящая надежность так же неприемлема, как и потери из-за недостаточной надежности.
Поиск путей решения данной проблемы привел нас к методологии RCM (Reliability-Centered Maintenance). В нашем случае стояла задача применения RCM на давно работающем предприятии, на котором полностью определен состав и технические характеристики оборудования, и где уже существуют устоявшиеся программы обслуживания. Надо было применить RCM на таком предприятии для анализа и пересмотра этих программ с целью повышения надежности. Уверен, в такой постановке эта задача актуальна для очень многих российских предприятий.
Классическая методология RCM известна достаточно давно, и хорошо описана в литературе. Приоритет отдается работам американских разработчиков [1, 2]. Однако принципы, которые были положены в ее основу, мы находим в более ранних работах отечественных корифеев теории надежности [3]. Краткий обзор методологии RCM дан в работе [4].
Понятию RCM соответствует термин «надежностно-ориентированное техническое обслуживание» из ГОСТ Р 27.606-2013 – это процесс выработки и принятия решений, направленных на выявление подходящих и эффективных требований к системе и операциям предупредительного ТО, отвечающих последствиям выявляемых отказов в части их влияния на безопасность, техническую эффективность и экономичность эксплуатации изделия и вызывающих указанные отказы механизмов.
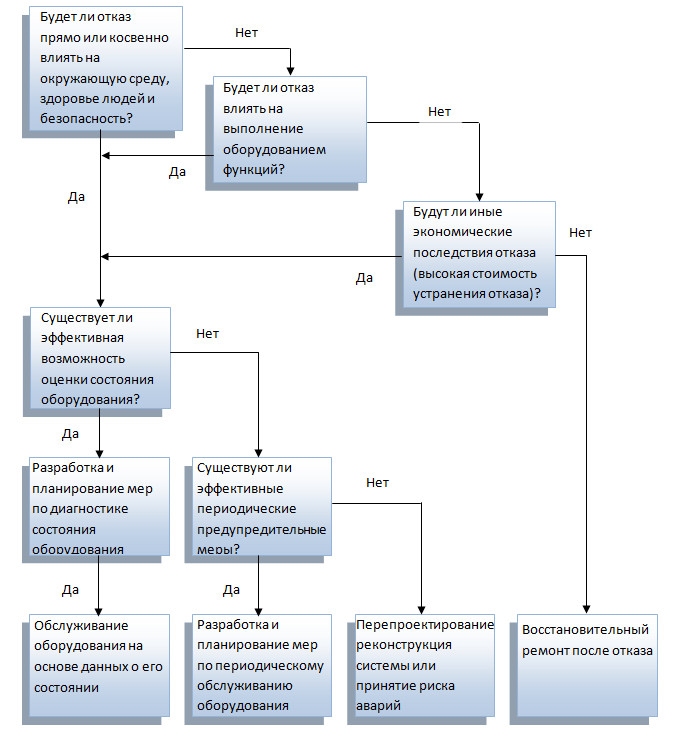
Рис. 1. Упрощенная диаграмма принятия решений согласно RCM
Методология RCM основана на нескольких принципах:
1) Ранжирование оборудования. Критерии для ранжирования – влияние на безопасность, роль в технологическом процессе, затраты на устранение отказов и ликвидацию последствий аварий. Таким образом, выделяется критичное оборудование.
2) Ранжирование отказов критичного оборудования. Инструмент ранжирования – анализ видов, последствий и критичности отказов (АВПКО).
3) Выбор эффективной работы по предупреждению каждого отказа. При этом работа является эффективной, если она соответствует механизму отказа, ее выполнение приводит к снижению вероятности отказа, а затраты на нее оправданы последствиями, к которым может привести отказ.
В числе таких работ выделяют:
а) периодические воздействия:
б) непериодические воздействия:
4) Формирование программы работ как совокупности работ по предупреждению каждого отказа.
Наглядно классическая методология RCM иллюстрируется диаграммой принятия решений (рис. 1).
Оптимизацию программы обслуживания мы проводили в целях:
Оптимизация программы предупредительного обслуживания проводилась нами поэтапно:
1) сформировали полную базу данных по эксплуатируемому оборудованию, с паспортными характеристиками, данными наработки, техническими параметрами, находящимися под контролем, каталогами запчастей, ремонтной и эксплуатационной документацией,
2) сформировали список плановых предупредительных работ, проводимых на оборудовании, с указанием исполнителей, периодичности, требуемых запчастей, поставщиков запчастей, трудоемкости, затрат на их выполнение,
3) собрали статистику по зарегистрированным дефектам (отказам) и работам по их устранению, включая затраты и время на выполнение этих работ,
4) по принципу Парето выделили часть оборудования, на котором будет проводиться оптимизация программы обслуживания,
5) удалили из программы дублирующие работы, направленные на предупреждение одного и того же дефекта, а также удалили работы, проведение которых не влияет на предупреждение каких-либо дефектов (отказов), даже если эти работы рекомендует поставщик оборудования; дополнили программу предупредительными работами, соответствующими вновь зарегистрированным дефектам,
6) выявили работы, которые оказались неэффективными (не приводили к снижению вероятности отказа), по ним выполнили углубленный анализ корневых причин дефектов (отказов), и на этой основе провели разовые изменения: заменили работу на эффективную, изменили характеристики работы.
Описанный выше алгоритм было бы невозможно реализовать без достоверных и полных данных по оборудованию, выполняемым работам, возникающим дефектам. При этом источники данных находятся непосредственно у оборудования, а группа анализа и принятия решений была организована на уровне менеджмента предприятия с привлечением сотрудников, непосредственном выполняющих работы на оборудовании. Кроме того, критически важной в данном случае является надежная информационная связь «единица оборудования – работа – дефект». Обеспечить эту связь, при децентрализованном сборе данных и централизованном анализе, и при условии большого количества оборудования, возможно только в информационной системе.
В этой связи у нас на предприятии был развернут проект внедрения информационной системы управления техническим обслуживанием и ремонтами оборудования (ИСУ ТОиР). Эта система была создана на основе специализированного программного обеспечения TRIM разработки НПП СпецТек [5, 6]. Специалисты НПП СпецТек выполнили работы по внедрению ИСУ ТОиР под ключ, система введена в эксплуатацию с мая 2011 года.
Помимо возможности реализовать указанный выше алгоритм оптимизации программы работ, с внедрением ИСУ ТОиР мы получили ряд других полезных возможностей:
Данные о дефектах, используемые при оптимизации программы работ, должны быть унифицированными, иметь одинаковую структуру. Порядок действий всех специалистов, задействованных в регистрации дефектов, должен быть организованным и систематизированным для возможности получения достоверных результатов анализа. Такая систематическая процедура была нами реализована в ИСУ ТОиР.
Для надежной и однозначной привязки дефекта к оборудованию используется уникальный идентификатор единицы оборудования. Удобство и наглядность выбора оборудования, к которому привязывается дефект, обеспечивается благодаря древовидному представлению состава оборудования.
Для классификации обнаруженного дефекта используются унифицированные справочники видов и причин дефектов, выбор варианта классификации из выпадающего списка. Все поля реквизитов регистрируемого дефекта единообразны и заранее определены:
Зарегистрированный дефект получает уникальный идентификатор, благодаря чему становится возможной систематизация и поиск дефектов по коду оборудования или отказавшего узла, виду дефекта. После регистрации дефекта соответствующий специалист производит проверку и анализ информации о дефекте и планирует мероприятия и сроки его устранения.
Благодаря регистрации в TRIM всех отказов и дефектов, а также учету работ по их устранению, включая затраты на выполнение этих работ, нам удалось выделить 20% оборудования, дающего 80% количества отказов, и 20% оборудования, дающего 80% затрат на ремонт. По отношению к этому оборудованию мы провели оптимизацию программы работ.
Прежде всего, мы исключили ненужные работы, выполнение которых никак не влияло на появление дефектов, и конкретизировали нужные работы.
Таблица 1
|
№ |
Объект ТО |
Работы и периодичность |
|
|
до RCM |
после RCM |
||
|
1 |
Фасовочная машина |
ТО всего фасовочного аппарата – 15 дней В году 26 работ |
ТО блока подготовки воздуха, проверка аэроднища и ниппелей продувки – 30 дней В году 12 работ |
|
2 |
Виброклассификатор |
Осмотр – 30 дней ТО – 180 дней В году 14 работ |
Смазка и проверка виброузла – 30 дней Проверка герметичности клапанов – 60 дней В году 18 работ |
|
3 |
Дозатор линии розлива |
Осмотр – 15 дней Смазка – 30 дней В году 36 работ |
Смазка – 30 дней Замена гильз – 365 дней Замена уплотнений на головке – 365 дней В году 14 работ |
|
4 |
Тележка на рельсах |
Смазка – 30 дней ТО – 120 дней В году 16 работ |
Смазка и осмотр приводной шестерни – 60 дней В году 6 работ |
|
5 |
Конвейер с толкателем |
Смазка – 30 дней ТО – 120 дней В году 16 работ |
Смазка, осмотр ленты и роликов – 60 дней В году 6 работ |
Такие изменения программы работ позволили снизить занятость персонала отдела главного инженера (рис. 2). Благодаря этому мы безболезненно прошли 15% сокращение сотрудников рабочих профессий отдела главного инженера. Также удалось заменить одного рабочего, ранее занятого на выполнении работ, на инженера. То есть, мы стали больше времени тратить на анализ и управление, и меньше на сами работы. Ожидаем, что такая замена даст соответствующий эффект в будущем.
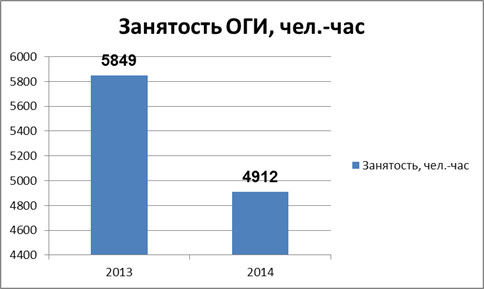
Рис. 2. Снижение занятости в результате оптимизации программы работ
Анализ количества дефектов позволил нам выявить неэффективные предупредительные работы. По каждому такому случаю мы провели анализ корневых причин дефектов, и выработали соответствующие меры. В каких-то случаях изменили дизайн технического обслуживания (например, уменьшили интервал смазки или добавили новую работу «замена болта крепления редуктора»). В других случаях заменили поставщика запасных частей (например, стали закупать более качественные ролики или дисковые затворы). Примеры изменений программы работ приведены в табл. 1.

Рис. 3. Снижение количества дефектов в результате оптимизации программы работ
В тех случаях, когда дефекты по-другому никак не снизить, провели модернизацию оборудования (например, вынос подшипников барабана элеватора за пределы шахты или установка дополнительных уплотнений), или его замену (например, замена винтового насоса на мембранный, замена приводного редуктора барабанной сушки песка).
В итоге эти меры позволили существенно снизить количество дефектов (рис. 3). Таким образом, если в цифрах, внедрение TRIM и проведенная с его использованием оптимизация программы предупредительного обслуживания, позволили нам сократить количество дефектов на 18%, и уменьшить занятость персонала отдела главного инженера на 16%. Количество отказов также снизилось, мы даже изменили ключевой КПИ отдела главного инженера – уменьшили коэффициент простоя оборудования с 1.5 до 1.25.
Подобный подход – сочетание методологии RCM, направленной на обеспечение надежности оборудования, и информационной системы управления техническим обслуживанием и ремонтами, – позволяет реально управлять надежностью и будет полезен многим предприятиям.
Список литературы
1. Nowlan F. S., Heap H. F. Reliability-centered Maintenance. San Francisco: Dolby Access Press, 1978. 466 p.
2. Moubray J. Reliability-centered Maintenance. Second Edition. NY: Industrial Press Inc, 1997. 426 p.
3. Герцбах И.Б., Кордонский Х.Б. Модели отказов/ Под ред. Б.В. Гнеденко. –М.: Советское радио, 1966. – 165 с.
4. Иорш В.И., Крюков И.Э., Антоненко И.Н. Международные стандарты в области управления физическими активами// Вестник качества. 2012. №4. С. 27-34.
5. Кац Б.А., Молчанов А.Ю. Управление производственными активами с помощью современных информационных технологий// Автоматизация в промышленности. 2014. №8. C. 39-45.
6. Антоненко И.Н. EAM-система TRIM: от автоматизации ТОиР к управлению активами// Автоматизация в промышленности. 2015. №1. С. 40-43.














