
Решение задач автоматизации посменного планирования в дискретном производстве.
Автор: Максим Чеплин, руководитель направления производственных решений, СофтБаланс
Автоматизированные системы посменного планирования в том виде, в котором мы видим их сейчас, берут свое начало в середине 70-х годов прошлого века, когда известный ученый, автор Теории ограничений Элияху Голдратт представил всему миру систему составления расписания производства в целом по предприятию (до того момента считалось, что это невозможно). Те принципы, которые были заложены Голдраттом, работают и сейчас, помогая заводам и фабрикам выстраивать процесс эффективного распределения загрузки производственных мощностей.
В настоящее время есть достаточно большое количество всевозможных систем посменного планирования, - но, несмотря на их разнообразие, нередко встречается ситуация, когда на предприятии либо вообще нет системы посменного планирования, либо она не выполняет своих функций и совершенно «оторвана от жизни».
Тем не менее, не стоит забывать, что любая автоматизированная система – это, прежде всего, инструмент для решения конкретных задач. Главной остается, все же, методология.
Рассмотрим основные проблемы, с которыми сталкиваются менеджеры, ответственные за управление производственным процессом, а также - роль и основные варианты автоматизации некоторых производственных процессов на цеховом и межцеховом уровне.
В статье упомянуты методы и принципы, наиболее эффективно применимые в дискретном производстве (в частности – в машиностроении и приборостроении), однако фундаментальные основы затрагивают любой вид производства, как цепочки взаимосвязанных процессов.
Борьба с просроченными заказами на производстве - пожалуй, основная проблема любого завода. «У нас слишком много заказов, поэтому мы не успеваем» - основное объяснение, которое можно слышать от менеджеров по производству. Так ли это? В большинстве случаев при детальном анализе бизнес-процессов того или иного производственного предприятия мы видим, что ключевая проблема – не в повышенной загрузке («коммерческий департамент заключил слишком много контрактов») и не в автоматизированной системе (когда ее вообще нет или когда «система не работает»), а – в рациональном планировании производства до уровня конкретного станка.
Первый шаг в решении проблем пропускной способности производства – это найти «узкие места» (англ. – «bottleneck», дословно – «бутылочное горлышко»). Согласно Голдратту, под «узким местом» понимается рабочий центр (станок, рабочее место, линия), пропускная способность которого меньше или равна потребности в нем со стороны запросов рынка (выраженной, например, в объеме текущего портфеля заказов). В 90% производств есть такие рабочие центры. В зависимости от специфики той или иной отрасли, это могут быть как рабочие места ручной обработки, так и самые современные станки с ЧПУ.
Главный признак «узкого места» - это сравнительно большие очереди деталей и полуфабрикатов на входе станка или рабочего места. «Перед какими станками самая длинная очередь деталей и полуфабрикатов? На каком этапе производственного цикла наблюдается максимальное время пролеживания? Между какими точками маршрута наблюдается максимальный остаток незавершенного производства?» - ответив на эти вопросы, мы приблизимся к определению «узких мест» на производстве. Вычислив такие рабочие центры, можно приступать к следующему шагу – эффективному производственному менеджменту, основанному на посменном планировании «от узких мест».
- Минимизация - «узких мест» на производстве может обеспечиваться следующими организационными мероприятиями:
Пропускная способность всей производственной линии определяется пропускной способностью самого «медленного» рабочего центра в технологическом процессе. С точки зрения планирования загрузки производственных мощностей, это правило используется при так называемом предварительном планировании производства.
Основная задача данной методики – быстро оценить возможность производства того или иного объема продукции с минимальным количеством входных данных.
Суть метода – в определении загрузки всей производственной линии по анализу загрузки рабочих центров, относящихся к «узким местам». Такой расчет основывается только на одном показателе – производительность рабочего центра для той или иной номенклатуры готовой продукции. При этом не имеет значения, на каком этапе в производственный процесс включается «узкое место». Главное – чтобы технологический процесс включал данный рабочий центр.
Предварительный план производства требует минимум входных данных и рассчитывается относительно быстро (учитывая производительность современных систем автоматизации и при наличии входных данных – практически мгновенно). При применении на предприятии метода предварительного планирования схема иерархии планов производства может выглядеть следующим образом:
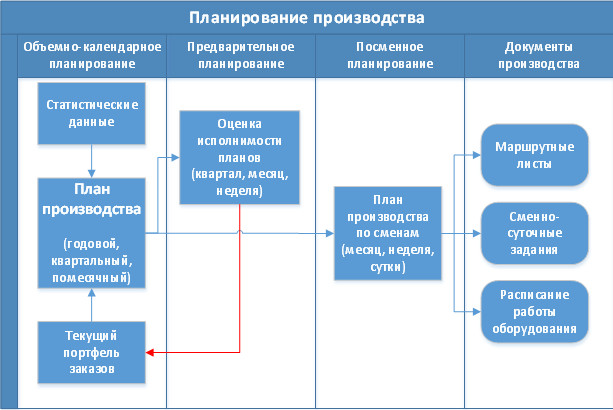
Рисунок 1.
Посменные планы формируются напрямую на основании объемно-календарного плана производства. Тем не менее, оценка исполнимости планов производства играет важную роль в принятии управленческих решений менеджеров по производству: данный метод позволяет обеспечить быструю обратную связь между бизнес-процессом составления общего плана производства и бизнес-процессом его размещения в расписании работы оборудования.
Система приоритетов заказов применяется на производственных предприятиях различной специфики достаточно широко за счет своей эффективности и простоты. Цепочка действий по применению приоритетов заказов может выглядеть следующим образом:
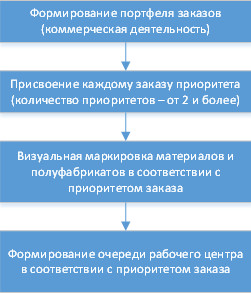
Рисунок 2.
Приоритеты заказов, назначенные коммерческим отделом или начальником производства (в зависимости от специфики бизнес-процессов), - влияют на визуальную маркировку всех материалов и полуфабрикатов (деталей и сборочных единиц - ДСЕ), которая - в дальнейшем становится ориентиром - приоритетности обработки для рабочих на всем маршруте производства.
Другой аспект идентификации партий незавершенного производства (НЗП) – это штрихкодирование. Главная задача штрихкодирования партий НЗП – это автоматизация учета факта перемещения деталей, сборочных единиц и прочих полуфабрикатов по маршруту производства. Практика показывает снижение затрат на учет факта движения товарно-материальных ценностей (ТМЦ) по производству на десятки процентов. На сегодняшний день - учет факта движения ТМЦ посредством штрихкодирования партий – атрибут почти любого дискретного производства.
Ключевая идея реализации штрихкодирования в производстве – это использование данных посменного планирования для печати штрихкодов на этикетках, прикрепляемых непосредственно к деталям либо к производственной таре (в зависимости от вида производства). Сменное задание, полученное в результате посменного планирования, содержит всю необходимую информацию об изделии (полуфабрикате):
Таким образом, при выпуске сменных заданий в системе посменного планирования (как правило – часть MES-системы, от англ. «Manufacturing Enterprise Solution»), оператор системы (или, как вариант, диспетчер) одновременно выпускает этикетки на продукцию, получаемую на конкретном рассматриваемом рабочем центре. По завершении изготовления деталей первого передела, этикетка крепится к детали, и все ее дальнейшие перемещения по маршруту производства отмечаются на рабочем месте учета движения материальных потоков, имеющем сканер штрихкода (СШК).
«У нас на производстве работает самое современное высокопроизводительное оборудование. Мы не можем работать быстрее.» - как правило, это не так. Часто, несмотря на высокую производительность в рамках одного станка, производительность всего предприятия может быть снижена неоптимальным использованием рабочего времени обслуживающего персонала.
По наиболее критичным участкам производства, как правило, обеспечивают такой график работы, при котором оборудование или рабочее место - используется непрерывно. Как правило, - данная мера является исключительно организационной, практически не затрагивая контур автоматизации (за исключением, возможно, автоматизированного учета незапланированных простоев). Следует отметить, что обеспечение непрерывности работы оборудования реализуется-не только путем круглосуточной работы, но и, например, разделением по времени переналадок и перерывов обслуживающего персонала. Таким же образом - исключается ситуация, когда оборудование простаивает между разными партиями деталей из-за того, что наладчики временно заняты другой работой.
Казалось бы, все вышесказанное – не более, чем констатация здравого смысла. Тем не менее, мы часто наблюдаем, как производство «захлебывается» в нарастающем потоке заказов. Даже несмотря на четкое понимание менеджментом того, какие рабочие центры производства являются «узкими местами», - этот факт мало учитывается при управлении производством и при планировании загрузки производственных мощностей.
Теперь рассмотрим – отражение подходов теории ограничений в современных системах автоматизации посменного планирования и управления производством на цеховом и межцеховом уровне. Итак, как было сказано выше, посменное планирование берет входные данные о планах выпуска из следующих источников:
При планировании могут быть учтены результаты предварительного планирования, о котором также было сказано выше. Однако все виды планирования, выполняемые до посменного планирования содержат информацию только об объеме и составе выпускаемой продукции. Для посменного планирования необходимы также другие минимально необходимые составляющие – это график работы оборудования и рабочих центров, а также нормативная база (или -нормативно-справочная информация, НСИ).
НСИ для посменного планирования состоит из двух разделов:
Нормативный состав изделия – это дерево вложенных спецификаций (для многопередельного производства), содержащее информацию о составе готового изделия и всех его узлов вплоть до каждого материала. Технология изготовления – это набор технологических карт производства, элементарными частями которых являются технологические операции. Ключевым показателем здесь является норматив выполнения операции (время в секундах, требуемое для совершения одной операции того или иного вида). Примечание: некоторые эксперты в области автоматизации посменного планирования считают, что построению эффективной системы планирования производства часто мешает отсутствие тщательно выверенной базы нормативов выполнения производственных операций. Однако следует помнить, что наиболее критично иметь точные нормативы только по «узким местам».
Помимо данных планов, графика работы оборудования и НСИ, современная система посменного планирования также использует в качестве входной информации время переналадки и учитывает плановых ремонтов и обслуживания. Общая схема входной информации, используемой системой посменного планирования, представлена ниже:

Рисунок 3
Большинство современных систем посменного планирования так или иначе основывается, или, по крайней мере, учитывает теорию ограничений Голдратта, которая привносит ряд критериев оптимизации посменного плана. Задача алгоритма планирования – составить план работы оборудования, а также план потребностей в материалах в краткосрочном периоде (горизонт планирования – месяц, неделя, сутки). Критерии оптимизации в данном случае являются дополнительными ограничителями всех возможных вариантов построения производственной программы (плана производства по сменам). Существует две основных группы критериев оптимизации:
Обе группы критериев могут быть произвольно скомбинированы для различных рабочих центров, подразделений, а также для предприятия (цеха, завода) в целом.
Критерии оптимизации распределения загрузки рабочих центров определяют правила выбора, в какой момент и на какой рабочий центр должен быть передан тот или иной материал/полуфабрикат. Существуют следующие основные критерии оптимизации:
Критерии выбора порядка исполнения технологических операций позволяют автоматически определять последовательность технологических операций в пределах очереди технологических операций на одном рабочем центре. Классически выделяются следующие правила распределение операций в очереди одного рабочего центра:
ВремяДоЗавершенияМаршрута / ДлительностьОперацийМаршрута)
Как видно из списка критериев оптимизации, современные системы автоматизации позволяют решать задачи посменного планирования достаточно гибко, но при одном важном условии – при постановке задачи автоматизации посменного планирования крайне важно иметь прочную методологическую базу. В противном случае, наборы критериев оптимизации будут не более, чем «настройками программы, которая не работает».
Помимо использования вышеупомянутых критериев оптимизации, современная система посменного планирования реализует второй цикл планирования «от узких мест»: непосредственно при посменном планировании система автоматически определяет список самых загруженных рабочих центров. В этом случае поиск «узких мест» система проводит уже не по критерию соотношения пропускной способности рабочего центра и запросов рынка, а по признакам «узкого места», т.е. – по статистике уровня НЗП, длине очереди и пр.
Несмотря на развитие технологий, дискретное производство еще достаточно долго будет подчиняться принципам, открытым еще в 70-х годах прошлого века, поэтому методология управления системными процессами на производстве остается важнейшей базой для эффективного управления предприятием. Нехватка методологии (а как следствие – потребность в проведении управленческого консалтинга) особенно остро наблюдается на предприятиях среднего бизнеса – когда объемы производства уже внушительные, но компания еще не совершила «скачок» на новый уровень управления и автоматизации своих ключевых процессов – производства готовой продукции.
В данной статье тезисно приведены основные возможности систем посменного планирования (как правило – входящих в состав MES-систем) без привязки к конкретному разработчику или решению – для того, чтобы на уровне концепции показать важность подхода, как базы для автоматизации. Каким бы ни был объект автоматизации – сама система посменного планирования всегда остается инструментом в достижении конечной цели производственного предприятия. А конечная цель производственного предприятия – это приносить прибыль (Элияху Голдратт, бизнес-роман «Цель», 1984г.).














