Применимость различных вариантов производственного планирования в зависимости от задач и возможностей компании на примере ряда машиностроительных предприятий рассматривает технический директор Omegasoftware Кукареко Евгений Петрович.
Управление производством и производственное планирование требуют учета огромного объема данных, детального, пооперационного изучения процессов, развитой системы обмена информацией и ее обработки. Задача усложняется еще больше, если компания специализируется на производстве продукции с длительным циклом изготовления. Но на сегодняшний день производителям предлагается немало решений, позволяющих справиться с этой задачей, и одним из них является корпоративная информационная система Omega Production, объединяющая возможности объемно-календарного планирования с явным и неявным учетом производственных циклов, а также оперативно-календарного планирования. Применимость различных вариантов производственного планирования в зависимости от задач и возможностей компании на примере ряда машиностроительных предприятий рассматривает технический директор Omegasoftware Кукареко Евгений Петрович.
Среди заказчиков системы Omega Production немало предприятий, выпускающих сложные изделия с длительными циклами изготовления. При обследовании предприятий всегда интересен существующий у них опыт и проблемы по управлению длинноцикловым производством, так как этот опыт и существующая на предприятии автоматизированная информационная система являются стартовой точкой для внедрения Omega Production.
Планирование и диспетчирование длинноциклового серийного, мелкосерийного и единичного производства всегда было сложной проблемой, требующей для своего решения развитой системы ведения исходных инженерных данных, оценки и расчета при планировании циклов производства изделий.
Одной из главных проблем в исходных данных для многих предприятий является отсутствие в их существующих информационных системах электронных пооперационных технологических процессов, которые могли бы быть использованы для планирования. В качестве данных о структуре и составе изделий часто используются введенные с твердых копий документов конструкторские спецификации. В некоторых случаях присутствует в разной степени внедрения система управления данными об изделиях (PDM/PLM-система).
В условиях отсутствия пооперационных данных при планировании рядом предприятий использовались неявные оценки производственных циклов по группам цехов: задавались разные планы в конечных изделиях для группы сборочных цехов, группы механических цехов, группы заготовительных цехов. В одном случае на основе правил опережений для пар цехов производился расчет опережения запуска деталей перед выпуском изделия с точностью до месяца.
Во всех случаях конечным результатом планирования являлся месячный объемный план производства деталей и сборочных единиц для цехов предприятия. Распределение выпуска деталей внутри месяца в существующих информационных системах не производилось.
Даже при наличии в существовавшей автоматизированной информационной системе сквозных электронных технологических процессов, как это было на ОАО «Уральские локомотивы» для производства электровозов, данные времен операций в расчетах времени запуска партий деталей с учетом загрузки оборудования не использовались ввиду сложности алгоритмов расчета и несоответствия платформы системы требуемым объемам расчетов.
Отсутствие пооперационного планирования не позволяет выполнять эффективное управление ходом производства изделий, видеть и оценивать загруженность ресурсов, напряженность планов для производственных подразделений, производить более точный расчет обеспеченности производственной программы материальными ресурсами, моделировать варианты производственной программы.
В системе Omega Production реализуется комплексное решение по управлению исходными инженерными данными, планированию, учету и диспетчированию производства с точностью до технологической операции для сложных изделий машино- и приборостроения.
Для планирования и учета в производстве более точным и адекватным является использование не исходных конструкторских, а производственных составов изделий. На основе имеющегося опыта конкретных проектов в Omega Production могут использоваться следующие варианты или их сочетания получения производственных составов изделий на основе исходных конструкторских:
Как правило, на конкретном предприятии для получения и поддержания в актуальном состоянии производственных составов изделий используется сочетание нескольких из указанных выше вариантов.
Для сложных изделий важным является обеспечение в Omega Production ведения экземплярных составов в производстве и эксплуатации изделий с управлением изменениями, указанными с или для номеров экземпляров.
Основным источником данных о пооперационной технологии, используемой в планировании, являются технологические процессы. Разработкой технологических процессов на предприятиях занимаются технологические подразделения, которые, как правило, ориентированы на выпуск технологической документации в соответствии со стандартами ЕСТД.
В то же время работу по формированию электронных технологических процессов на предприятии нужно строить таким образом, чтобы данные технологических процессов можно было непосредственно использовать в планировании. И здесь очень многое зависит от руководства проектом по внедрению системы, задач, которые ставятся для планирования, и управляемости персонала технологических и плановых служб.
На каждом из предприятий, где производится внедрение системы, в зависимости от задач, решаемых в планировании производства, осуществляется формирование требований и правил, по которым должны разрабатываться электронные технологические процессы. Ниже приведены примеры правил, принятых на предприятиях.
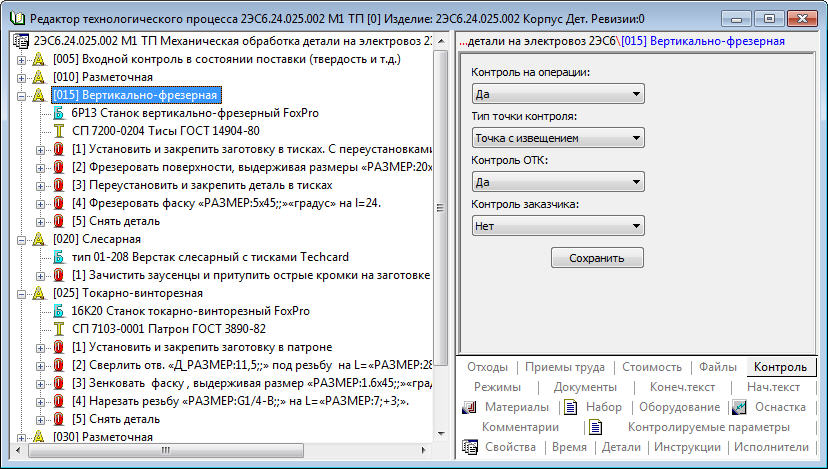
Например, на ОАО «Уральские локомотивы» для формирования в оперативном планировании производства сменно-суточных заданий на контроль для каждой из операций технологического процесса устанавливаются правила контроля. Пример интерфейса по заданию правил контроля в технологическом процессе приведен на Рис. 1. Правила контроля устанавливаются в бюро технического контроля при согласовании технологического процесса.
Рис. 1. Задание правил контроля для операции технологического процесса.
На ОАО «НПК «Уралвагонзавод» для формирования в оперативном планировании заданий на наладку инструмента и заданий на наладку станка с расчетом и контролем ресурсов наладчиков согласовано включение в технологические процессы соответствующих операций типа «Наладка инструмента» и «Наладка станка». Для обеспечения расчета потребности в инструменте и оснастке на производственную программу в технологическом процессе рассчитываются нормы расхода инструмента по переходам с суммированием по позициям инструмента на соответствующих операциях.
В Omega Production существуют следующие основные варианты определения исходных инженерных данных для планирования производства:
Например, на ОАО «Уральские локомотивы» исходные конструкторские составы изделий, трехмерные модели деталей и узлов получаются в Omega Production импортом из системы Teamcenter. Формирование производственных составов изделий, формирование технологических процессов, проведение технологических расчетов выполняются непосредственно в Omega Production.
На ОАО «9-й завод» получение составов изделий производится из системы Search. Импорт технологических процессов выполняется из системы Techcard.
Характерным для многих предприятий является то, что электронных технологических процессов, которые можно использовать для планирования, мало по сравнению с номенклатурой деталей и узлов в производстве. Для создания полной требуемой базы актуальных технологических процессов, пригодных для планирования, понадобится несколько лет. Для таких случаев в Omega Production обеспечивается возможность параллельного использования электронных технологических процессов для тех деталей, где они имеются, и данных массива пооперационных трудовых нормативов для остальных деталей и узлов.
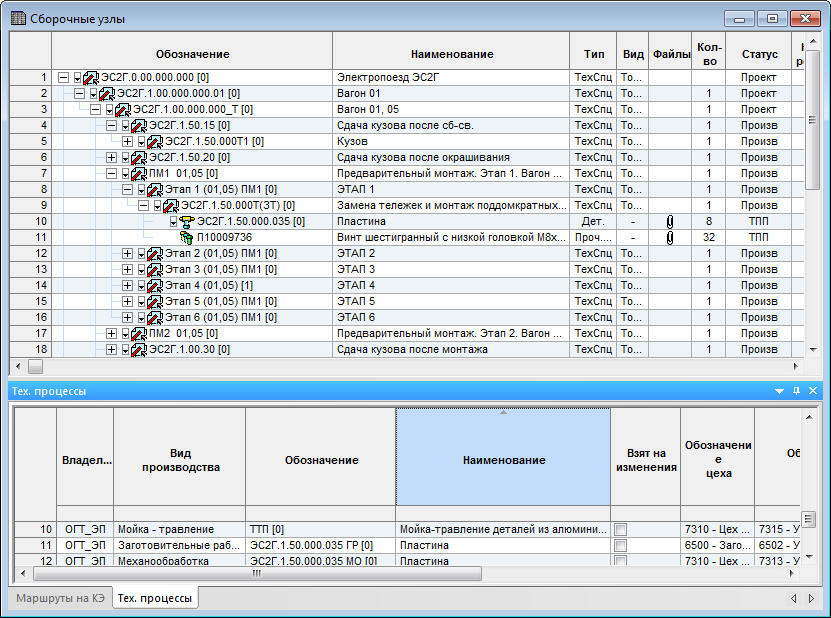
Пример иерархии производственного состава изделия в форме представления с маршрутами и технологическими процессами приведен на Рис. 2.
Рис. 2. Представление производственного состава изделия с технологическими процессами.
По нашему мнению, на выбор типа планирования, используемого на предприятии, влияют следующие основные факторы:
В системе Omega Production для длинноцикловых изделий имеются следующие варианты планирования:
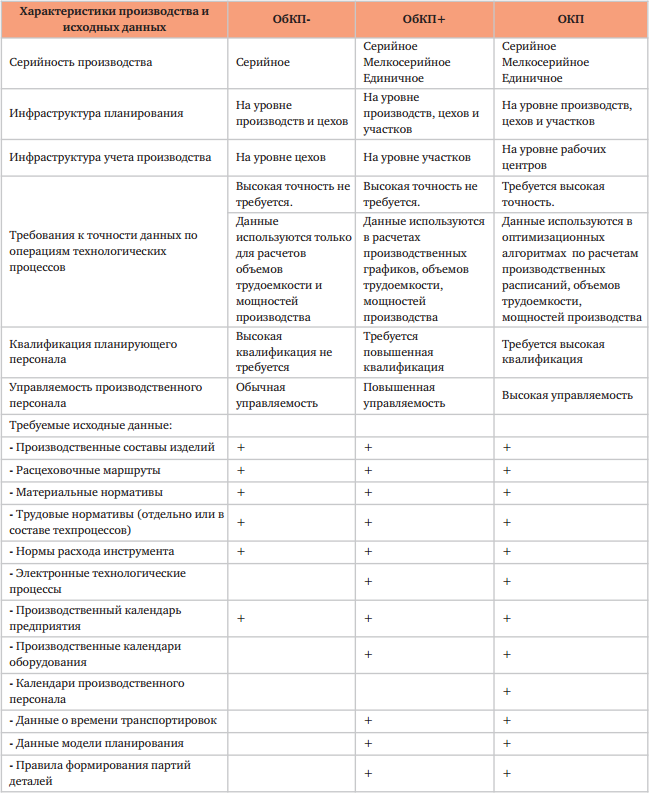
Сравнительные характеристики видов планирования по указанным выше факторам, требования к персоналу и исходным данным для вариантов планирования приведены в таблице 1.
Таблица 1. Сравнительные характеристики видов планирования.
Наличие разных по сложности, требованиям к инфраструктуре, производственному персоналу, исходным данным видов планирования в Omega Production отражает опыт работы с различными предприятиями, позволяет обеспечить на начальном этапе внедрения выбор вида планирования, наиболее адекватного состоянию данных и персонала предприятия, обеспечить постепенное повышение сложности и достигаемых результатов в управлении производством.
Объемно-календарное планирование с неявным учетом производственных циклов является наиболее простым и предъявляет минимальные, по сравнению с другими видами планирования, требования к исходным данным.
Основными результатами планирования являются:
Учет движения полуфабрикатов и готовых деталей в производстве выполняется по электронным документам движения (акты переработки материалов, внутризаводские накладные, акты сборки и др.) с точностью до межучастковых и межцеховых передач с использованием, если необходимо, цеховых кладовых.
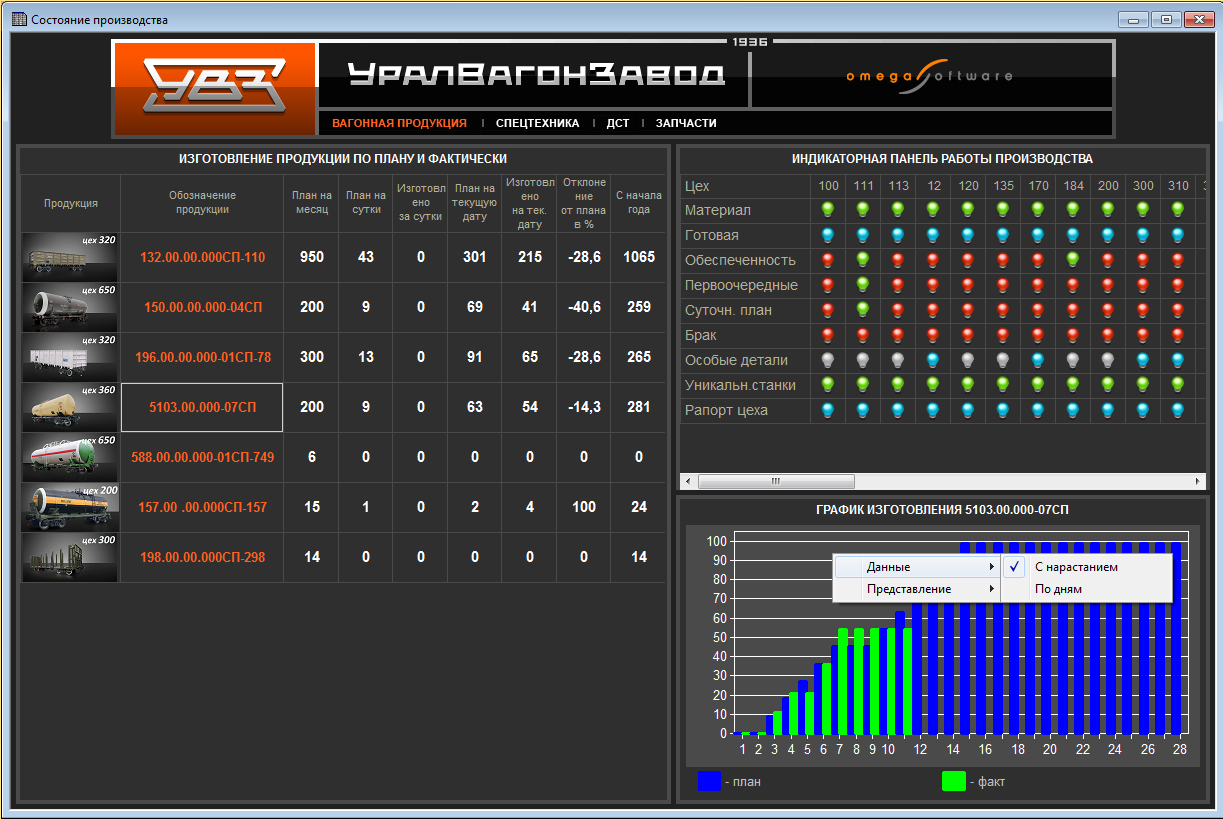
К основным средствам диспетчирования производства в рассматриваемом виде планирования относятся:
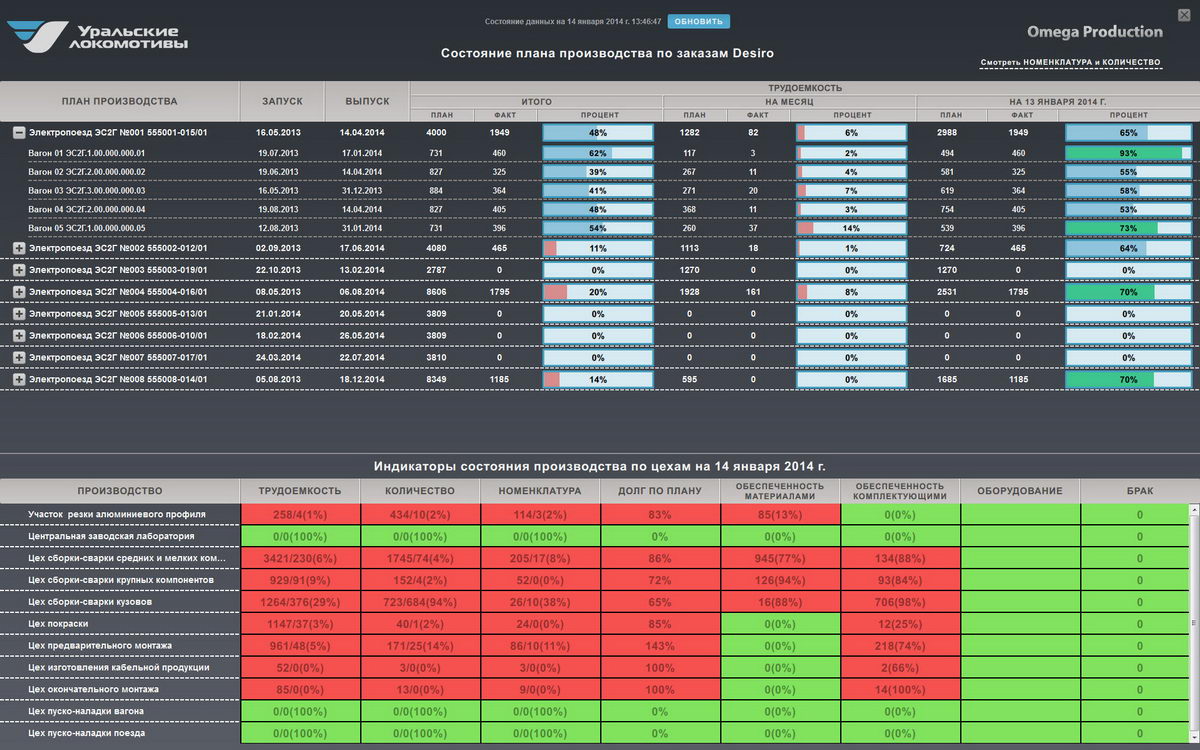
Рис. 3. Пример панели представления данных о ходе производства.
В целом, для варианта управления производством с ОбКП- характерны невысокие требования к исходным данным и использующему систему персоналу, простота внедрения и использования, расчет планов и изделий любой сложности, большой выбор получаемых отчетов.
При этом, ОбКП- не обеспечивает нужную точность и эффективность планирования применительно к мелкосерийному и единичному производству. Точность учета производства длинноцикловых изделий также является недостаточной.
Объемно-календарное планирование с явным учетом производственных циклов, вычисляемых с использованием данных о пооперационной технологии, позволяет значительно повысить точность планирования и учета для мелкосерийного и единичного производства, не предъявляя при этом высоких требований к точности параметров операций.
Основными этапами ОбКП+ являются:
Пример представления графика изготовления приведен на Рис. 4;
Рис. 4 Пример представления графика изготовления партий деталей для производственной программы.
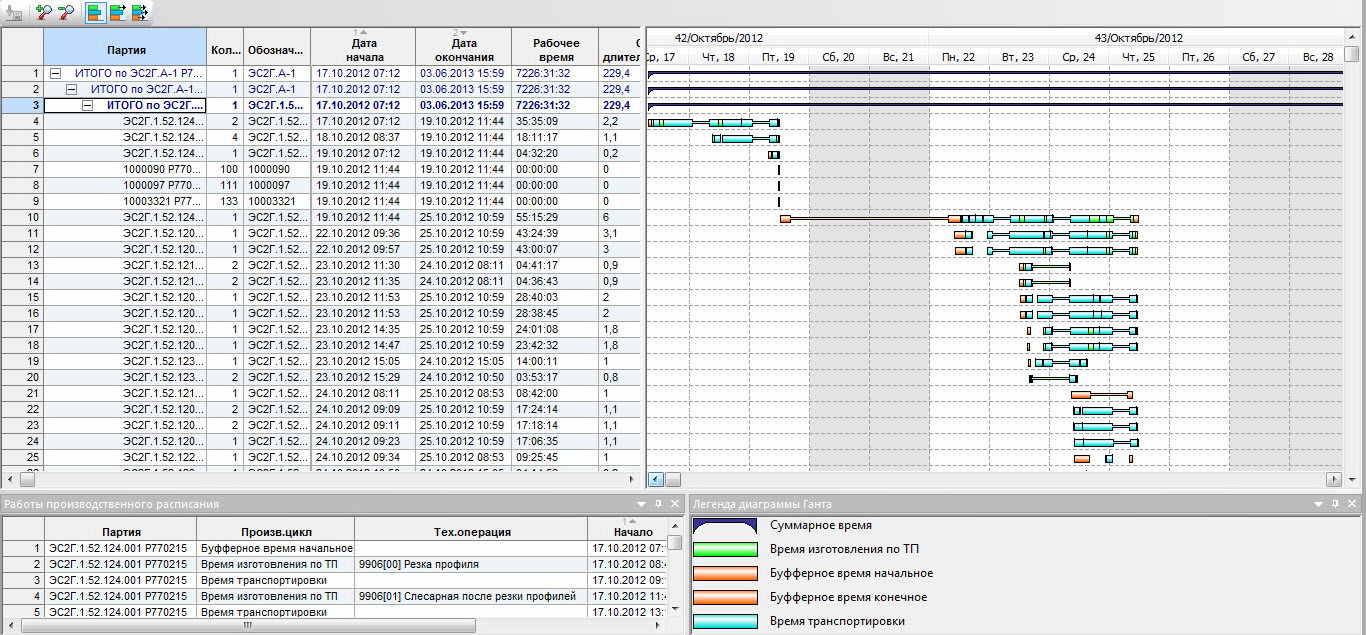
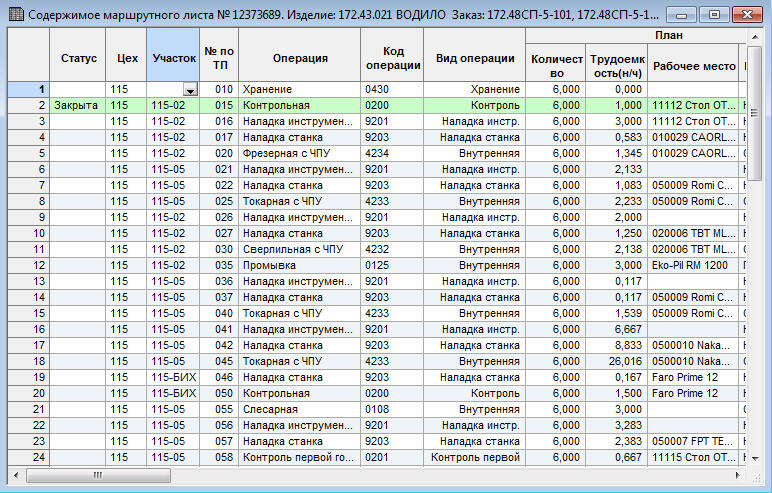
Рис. 5. Содержимое электронного маршрутного листа.
Учет движения партий деталей в производстве выполняется по маршрутным листам с точностью до технологических операций. Для автоматизации учета выполненных операций может использоваться штрих-кодирование или специализированное оборудование. При вводе данных о выполнении операций маршрутного листа, сопровождающего партию деталей, автоматически формируются другие учетные документы, определяемые настройками по правилам учета.
Инструментами контроля и диспетчирования производства при ОбКП+ являются:
Рис. 6. Панель представления данных о ходе производства.
ОбКП+ обеспечивает планирование и учет хода производства с точностью до технологической операции. Однако, ввиду ожидаемой неполноты и неточности пооперационных данных, инструменты планирования, предоставляемые пользователю, позволяют выполнять оценку и корректировку плановых данных на всех этапах планирования от рассчитанного графика изготовления до сформированных сменно-суточных заданий.
Оперативно-календарное планирование является развитием методов, используемых в ОбКП+, которые можно эффективно применить при более полной адекватности данных по операциям технологических процессов реальному производству.
Этапы планирования в ОКП, в основном, похожи на этапы планирования ОбКП+. Но при этом расчеты производственных расписаний работы ресурсов производятся с использованием оптимизационных алгоритмов.
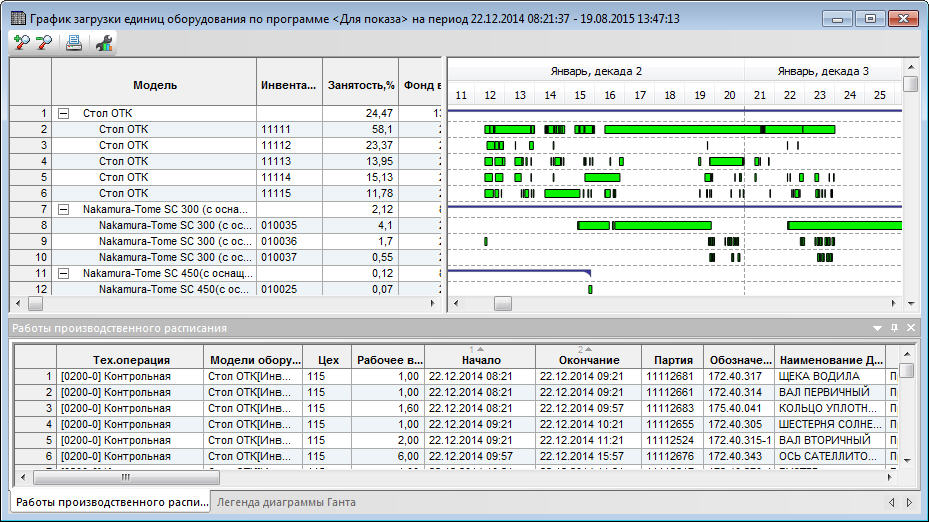
Пример представления производственного расписания движения партий деталей с данными о загрузке оборудования приведен на Рис. 7. Пример представления производственного расписания по занятости оборудования представлен на Рис. 8.
Рис. 7. Представление производственного расписания движения партий деталей.
Рис. 8. Представление производственного расписания по оборудованию.
Оперативно-календарное планирование, по сравнению с ОбКП+, предполагает значительно меньшую степень ручных корректировок алгоритмически сформированных производственного расписания, план-заданий, сменно-суточных заданий.
Для эффективного управления производством с использованием ОКП требуется обязательный учет хода производства в темпе выполнения операций над партиями деталей. Omega Production позволяет сочетать на одном предприятии ОбКП+ и ОКП.
Для планирования производства продукции на уровне предприятия, где, в целом, меньше точность исходных данных и больше объемы расчетов, рациональнее использовать ОбКП+.
Для отдельных цехов, оснащенных современным оборудованием, с лучшими возможностями доведения плановых заданий до рабочих мест и лучшими возможностями по автоматизации учета выполнения операций, более эффективным является использование ОКП. При этом план цеха или совокупности цехов, рассчитанный в ОбКП+, уточняется и оптимизируется в ОКП цеха.
Производственное планирование оказывает непосредственное влияние на эффективность производства, программ оптимизации процессов и сокращения себестоимости, но, как показывает опыт OmegaSoftware, практики планирования, применяемые на машиностроительных предприятиях, не всегда обеспечивают необходимый уровень гибкости и точности. Отсутствие в существующих информационных системах полного объема необходимых данных и их неспособность справиться со сложными алгоритмами расчета серьезно снижают эффективность планирования.
Повысить эффективность управления производством помогает пооперационное планирование. Оно позволяет видеть и оценивать загруженность оборудования и персонала, планы для всех производственных подразделений, производить более точный расчет обеспеченности материальными ресурсами, моделировать различные варианты производственной программы. Но внедрить такую систему не так просто, для этого необходимы высокое качество исходных данных, надежная инфраструктура, квалифицированные кадры и многое другое. Для создания полной требуемой базы актуальных технологических процессов, пригодных для планирования, может потребоваться несколько лет. КИС Omega Production предлагает комплексное решение по управлению исходными инженерными данными, планированию, учету и диспетчированию производства с точностью до технологической операции, предоставляя при этом возможность выбора между различными по сложности, требованиям к инфраструктуре и производственному персоналу видами планирования. Начав с внедрения наиболее адекватного состоянию данных и уровню подготовки персонала вида планирования, можно обеспечить постепенное повышение сложности и, соответственно, уровня достигаемых результатов в управлении производством.
ОАО «Научно-производственная корпорация «Уралвагонзавод» им. Ф.Э. Дзержинского, Директор по информационным технологиям М. Кохан:
Под руководством OmegaSoftware разработан и успешно внедряется проект, связанный с оперативным управлением вагоносборочным производством на производственной площадке ОАО «Научно-производственная корпорация «Уралвагонзавод». В короткие сроки были решены вопросы, связанные с оперативным планированием, учетом и диспетчированием производства. В результате реализации проекта мы планируем успешно решать производственные задачи, повысить эффективность бизнес-процессов.
Одной из отличительных характеристик информационной системы является ее гибкость, способность к адаптации под решаемые задачи, возможность модернизации. Уже сейчас специалисты предприятия инициируют предложения по дальнейшему развитию системы, активно участвуют в ее внедрении.
Крайне важным считаю тот факт, что программные продукты OmegaSoftware успешно внедряются и на других производственных площадках. Системная реализация проекта позволит повысить эффективность производства в масштабе Корпорации.
ОАО «Витязь», главный инженер В.Л. Зайцев:
Одним из самых существенных факторов повышения конкурентоспособности предприятия является использование информационных технологий во всех сферах деятельности предприятия. ОАО «Витязь» с 3 квартала 2006 года начало внедрение КИС Omega Production.
Во время выполнения проекта на предприятии были решены следующие основные задачи:
- Управление конструкторскими и технологическими данными;
- Технико-экономическое планирование и планирование производства;
- Оперативный учет и управление производством;
- Управление запасами материальных ресурсов;
- Управление сбытом продукции;
- Управление инструментальным производством.
В рамках настоящего проекта государственной научно-технической программы разработаны базовые компоненты поддержки жизненного цикла телевизионной и медицинской техники в виде интегрированной автоматизированной информационной системы, основой которой является электронный технический документооборот, охватывающий области связи с системами автоматизированного проектирования, управление данными об изделиях с учетом их жизненных циклов и систему управления производством.
Переход на ведение электронной конструкторской, технологической и производственной документации позволяет решить задачи для сбора данных, многомерного анализа, подготовки и предоставления информации, которая необходима для анализа деятельности предприятия и принятия управленческих решений.
На данный момент система Omega Production принята в качестве базовой системы управления производством предприятия. Во время внедрения системы работа специалистов наших предприятий проходила в тесном контакте, что позволяло своевременно и качественно выполнять поставленные задачи.














