Приступая к серийному выпуску автомобилей поколения К5, заявляя о себе в премиум-сегменте, «КАМАЗ» переходит на совершенно новый уровень качества. Для его достижения делается ставка на высокие технологии – в том числе в управлении производством. В рамках программы реинжиниринга Игорь Малясев, председатель комитета по развитию Производственной системы «КАМАЗ» (далее - «ПСК»), возглавляет проект MES. Первым его внедрение предстоит на автомобильном заводе. Первые 10 терминалов на днях поступили и в учебный класс УТК. Подробности – из первых рук.
Благодарим редакцию газеты "Вести КАМАЗа" за предоставление данного материала.

Игорь Малясев, председатель комитета по развитию Производственной системы «КАМАЗ»: «Система регистрирует и идентифицирует человека на его рабочем месте»
– Игорь Анатольевич, хотя «MES» у менеджмента уже в активном употреблении, давайте не только расшифруем его с английского, но и «по-простому» поясним, что новая система изменит в нашей жизни.
– MES – это мировой опыт, система управления производственными процессами, или производственная оперативная система (Manufacturing execution system). На «КАМАЗе» для её внедрения создана необходимая база: благодаря ПСК сформировано бережливое мышление, системы ERP автоматизируют планирование и обеспечение. MES строится на непрерывном мониторинге хода производства в онлайн-режиме, начиная с закладки автомобиля и заканчивая выходом готового продукта. Она позволит оперативно и достоверно фиксировать каждый шаг, управлять процессом сборки и избегать ошибок. Поскольку каждая операция потребует подтверждения, легко персонифицировать, кто, где и на каком этапе её совершил, и кто подтвердил качество. Фактически MES возьмёт на себя и принцип «Трёх «НЕ», блокируя ход дефектной продукции.
– Если представить «взаимоотношения» работника на конвейере и системы...
– …то выглядеть это будет примерно так. Рабочий прибыл на смену, приложил карту к терминалу – электроника на проходной это зафиксировала. Далее он логинится на своём рабочем месте, система «видит» его, скажем, на первой позиции, куда поступает на сборку автомобиль – пока в виде рамы, у которой есть свой VIN-код, и по нему благодаря датчикам в автоматическом режиме распознаёт модификацию. Рабочему тут же в электронном виде выходит инструкция на терминал, и он уже действует не по наитию, а в точном соответствии с техпроцессом, подтверждая на дисплее выполнение операции. И так – в течение всей смены и по всем позициям: рама обрастает комплектующими, всё фиксируется в системе, где в процессе сборки формируется электронный паспорт на каждый сходящий с конвейера автомобиль.
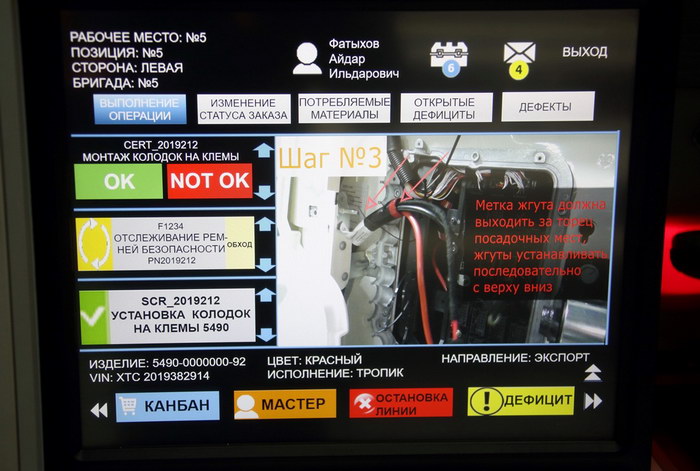
На сборочной позиции рабочему высвечивается инструкция. Выполняя операции, он подтверждает их, нажимая «ОК». Система считывает, правильно ли сборщик взял деталь
– А если «что-то пошло не так»?
– На телефон мастера поступает сообщение, и у того есть две минуты, чтобы подойти, тоже зарегистрироваться в системе и принять управленческое решение. В противном случае конвейер останавливается.
– И появляются «боковые»?
– Мы вообще должны уйти от этого понятия. Если дальнейшая сборка невозможна, производится выгрузка рамы в дефектную зону. После решения проблем она возвращается на линию. Пока не пройдёт весь путь со всеми подтверждениями.
– А с дефектами как быть?
– Все дефекты фиксируются, об остановке конвейера по дефекту информация тут же поступает в бригаду, к мастеру, к начальнику смены. Контролёр ОТК (у него, кстати, тоже на дисплее весь перечень контрольных операций) нажимает кнопку, из каталога дефектов (он сейчас составляется – максимально полный) выбирается соответствующий, и к каждому на участок информация поступает через дашборды. Рабочий должен подойти на ворота качества и ознакомиться с дефектом. Решение – доработка и возвращение на исходную позицию. Надо ещё заметить, что по каждому работнику в системе будет формироваться его статус. Делается это для того, чтобы понять, насколько качественно тот или иной сборщик выполняет операции, по какой причине возникает проблема – возможно, кому-то требуется обучение в УТК и т.п. Если система фиксирует больше трёх ошибок, устанавливается системный контроль: выполнение операций рабочий подтверждает уже дважды, плюс за ним это делает и мини-бригадир.
– Всё усложняется, затягивается, люди будут недовольны.
– На первых порах и смартфоны раздражали, а теперь как жить без WhatsApp`а? Мы обязаны меняться и быть, как говорят врачи, в состоянии «напряжённого иммунитета» в отношении дефектов, поскольку автомобиль премиум-класса, который не зря называют компьютером на колёсах, – это уже совсем другой уровень и цены, и качества, и ответственности перед потребителем. Электронный паспорт сохранит все особенности появления на свет любой модификации и дефекты «персонифицирует». Это важно впоследствии при сервисе.
Понятно, что при такой сборке не обойтись без высококачественного «умного» инструмента (гайковёрты, дозаторы и прочее), который общается с системой. Из неё, согласно распознанному коду автомобиля, прямо на инструмент поступает задача – одновременно с инструкцией рабочему. Видя, что, например, операция выполнена с нужным моментом затяжки, система даёт отмашку: можно двигаться дальше.

Под специфику К5 в УТК организуются целевые курсы. Как правильно подсоединить топливный бак? MES покажет на экране
– Вы уже не раз сказали: «система будет видеть». Речь об установке технического зрения?
– Да, этот хайтек тоже будет встроен в MES. Пока фотофиксация и система сверки с эталоном определены на трёх ключевых (в плане безопасности) позициях: установка тормозов, лобового стекла и ГУРа.
Но вернёмся на конвейер. Финишная операция – прошивка всех электронных блоков, панелей, всех систем управления, навигации (проект End of Line). На каждый конкретный автомобиль закачивается своя прошивка, согласно условиям эксплуатации.
– Программирование в условиях конвейера?
– Да, при помощи планшетов, ноутбуков, выгружаться это будет по запросу MES из системы PLM. Силовые характеристики двигателю будут задаваться на заводе двигателей, кабина программироваться при сборке кабин. После всех выполненных операций и всех «ОК» автомобиль поступает на сдачу, проходит финальный контроль и регистрируется как собранный. В цехе сдачи обкатка, испытание всех систем – также по цепочке, с использованием электронных подсказчиков, с подтверждением каждого этапа в MES, и только после этого наш К5 отправляется на дорожные испытания перед отправкой в ТФК.
– Реализация MES напрямую связана с логистикой?
– В MES системы общаются между собой – как живые организмы, но в чётком соответствии с заданными алгоритмами. MES управляет всем этим массивом – вместе с идентификацией последовательности, EoL, техническим зрением. Проект руководителя ЛЦ г-на Бударецкого – управление транспортировками на базе ERP, автоматизация логистики на всех этапах. Как только автомобиль заложен, поступает сигнал в ERP, система ERP обеспечивает поставку комплектующих, и на второй участок уже едет автопоезд (их будет несколько, это роботизированный комплекс) везёт комплектующие номенклатуры канбан с центрального склада, где формирование ведётся не вручную, а с помощью СУС – системы управления складом, которая понимает, что, в каком количестве и с какого стеллажа взять. Задача – куда везти? – высвечивается на мониторах погрузчиков, производительность которых вырастет в разы. В конце сборки, когда готов электронный паспорт, комплектующие списываются в системе 1С.

Шаг за шагом, позиция за позицией – обрастая комплектующими, рама превращается в автомобиль поколения К5. Синхронно в MES будет формироваться его электронный паспорт
– Игорь Анатольевич, если речь о будущем, то какого времени?
– Всё должно быть готово к запуску К5 в серийное производство. В июле-августе планируется завершить подготовительные работы, в сентябре – запуск MES в опытно-промышленную эксплуатацию. Для этого нужно решить ключевую задачу, которой сейчас занимается блок развития: формирование электронного техпроцесса. Помимо сборки, MES будет внедряться и на подсборке.
– Получается, MES и есть тот самый «цифровой двойник» для поколения К5, которое планируется собирать на ГСК-2. В это время сборка на ГСК-1 будет проходить в привычном формате?
– Внедрение MES мы начинаем с К5. Но впоследствии система распространится и на К4, и К3 – с учётом потребительских свойств этих автомобилей. Только тогда система будет полномасштабно работать на качество продукции.
– Автомобильный завод избран пилотной площадкой, а дальше?
– Да, на АвЗ MES охватит ГСК-2, КСК Daimler, ЦКиСА, подсборку и ГСК-1. Оборудование закупается по проекту «Реинжиниринг автопроизводства и создание перспективного семейства автомобилей КАМАЗ». Следом – завод двигателей, по той же идеологии будет выстроена сборка нашей V-образной восьмёрки и однозначно – сборка, стыковка Р6. Линия лонжеронов на ПРЗ уже проект-2020. Далее задача охватить всё наше дискретное, механическое производство. MES в перспективе дойдёт, что называется, до каждого станка. И уже сегодня те, кто проходит через УТК, знакомятся с принципом её действия.
Ольга ЖИГУЛЬСКАЯ. Фото: Виталий ЗУДИН












