Популярность Бережливого производства среди российских предприятий постоянно растет. Его инструменты и подходы позволяют обнаружить и устранить потери в производственных, логистических, административных процессах, добиться роста качества и эффективности. Но Lean-эксперты нередко игнорируют те выгоды, которые могут привнести в процесс формирования бережливых производственных систем современные ИТ-решения. О симбиозе Бережливого производства и ИТ-систем рассказывает кандидат технических наук, замдиректора по развитию ГК «ПЛМ Урал» Павел Ведмидь.

Павел Ведмидь, кандидат технических наук, заместитель директора по развитию ГК «ПЛМ Урал»
Справка о компании
Группа компаний «ПЛМ Урал» специализируется на внедрении передовых CAD/ CAE/CAM/CAI/PLM-решений, предназначенных для цифрового сопровождения изделия на всех этапах его жизненного цикла, а также на их интеграции с системами управления производством (MES) и системами управления качеством (QMS). Дополнительной специализацией ПЛМ Урал является поставка координатно-измерительного оборудования, лазерных трекеров, оптических 3D-сканеров.
ГК «ПЛМ Урал» была основана в 1993 году и за 24 года работы зарекомендовала себя в качестве надежного партнера для промышленных предприятий и проектных организаций, а также промышленных корпораций РФ (Оборонпром, ОДК, Вертолеты России, Росатом, ОАК, Трансмашхолдинг, Русгидро, Роскосмос). Компания является официальным дилером ведущих мировых разработчиков программного обеспечения Autodesk, Siemens PLM Software, ANSYS, ESI Group, КванторФорм и др.
Инжиниринговый центр ГК «ПЛМ Урал» оказывает услуги по выполнению компьютерных инженерных расчетов и анализу производственных технологий, услуги для программирования станков с ЧПУ и измерений на КИМ, проводит обучение работе в программном обеспечении.
Интерес к методам Бережливого производства (БП, или Lean manufacturing) не ослабевает уже более 40 лет, более того, он растет. Основные методы Бережливого производства зародились в то время, когда информационные технологии не играли заметной роли в производстве. В современном мире ситуация изменилась. Уже трудно представить разработку изделия без 3D-моделирования, управление конструкторскими и технологическими данными – без PDM/PLM-системы, изготовление без станка с ЧПУ, для которого программа создана в CAM-системе. Работа с заказами, с финансами ведется в ERP-системе, работа с поставщиками – в SCM-системе. Управление производством – это область, где используются системы оперативного управления производством или MES-системы. Однако большинство публикаций по Бережливому производству в России, по-прежнему, игнорируют современные ИТ-системы.
Одно из определений Цифрового производства гласит: Цифровое производство – интегрированная компьютерная система, включающая в себя средства численного моделирования, трехмерной (3D) визуализации, инженерного анализа и совместной работы, предназначенные для разработки конструкции изделий и технологических процессов их изготовления. Цифровое производство начиналось с таких инициатив, как конструирование с учетом технологичности (DFM), компьютерно-интегрированное производство (CIM), гибкое производство, Бережливое производство и других. Как видим, Бережливое производство здесь фигурирует как составная часть Цифрового производства.
Какие же методы Бережливого производства внедряют чаще? В отчете (1) отмечается, что в России в основном применяют такие инструменты как 5S (оптимизация рабочих мест), SMED (быстрая переналадка оборудования), VSM (карты потока создания ценности), т.е. улучшения в основном затрагивают лишь сам производственный процесс. Там же отмечается, что «крайне мало внимания уделяется интеграции Lean-инструментов с современными информационными технологиями управления производством, такими как ERP, APS, MES и др.». Концепция БП не является просто набором инструментов по снижению издержек, которые можно использовать отдельно друг от друга. В этом же отчете приведена цитата западного эксперта Арта Смолли: «В попытках применения Lean компании часто фокусируются на отдельных аспектах процесса, вместо того чтобы акцентировать внимание на процессе в целом». Таким образом, концепция LP выступает как группа решений, которые необходимо применять одновременно: совершенствование производственного процесса с целью снижения издержек (SMED, just-in-time, kanban, SOP, TPM, 5S, VSM); постоянное повышение качества (Кайдзен, Jidoka); обучение и мотивация персонала (Кайдзен, 5S); создание «вытягивающей системы» от конечного потребителя продукции (just-in-time, kanban, VSM). Однако при таком подходе только ручными методами уже не обойтись.
Исследование компании ARC (2) проводилось среди лидеров использования Бережливого производства и лидеров использования MES-систем. Задача была – сопоставить лучшие практики и найти корреляцию между ними. Было выявлено, что 77% компаний используют MES-системы в своих программах Непрерывного улучшения, проводимых по методикам Lean и Six Sigma. Рассмотрим некоторые соображения в пользу использования ИТ-систем предприятия (чаще всего MES) совместно с методами Бережливого производства.
Одна из ключевых особенностей применения методов Бережливого производства – это способность изменять процессы, оптимизируя их. Однако это делается не оперативно. MES контролирует правильность выполнения процессов, отслеживает отклонения и оперативно реагирует на них, т.е. выполняет мониторинг процесса. Применение MES более эффективно, если исходный процесс построен методами БП, и в нем уже устранены многие потери. Дополнительно MES оперативно реагирует на отклонения типа поломки станка, изменение параметров заготовки, появление более приоритетных заказов и т.д. Можно сказать, что БП оптимизирует процессы методологически, а MES обеспечивает выполнение этой методологии.
Канбан – в традиционных Lean-программах это карточки, сигнализирующие о количестве материалов, о потребности в них и дающие указания по их перемещению на следующую операцию. Обычно они связаны с так называемым «вытягивающим» планированием, позволяющим существенно минимизировать промежуточные накопители полуфабрикатов. Идеология Канбан: «не делать ничего лишнего, не делать раньше времени, сообщать о возникающей потребности только тогда, когда это реально необходимо». Обычно они используются внутри одного предприятия.
Методами Lean можно оптимизировать вид и объем информации, а передавать эту информацию между рабочими местами (а также между предприятием, поставщиками и заказчиками) может MES-система. Более того, в этом варианте можно отображать не всю информацию, а только ту, которая нужна на конкретном рабочем месте и в данный момент. Т.к. MES обычно интегрирована с другими системами предприятия, информация для канбана может поступать из других систем или передаваться в другие системы.
MES-системы используют различные критерии при планировании производства и даже комплексные показатели как совокупность разных критериев. То же относится к оптимизации маршрутов движения деталей в цехе. MES может в реальном времени пересчитать маршрут в случае, например, выхода из строя одного из станков.
MES может создавать так называемые «пробные планы», сравнить их и конвертировать один из них в реальный план. Также MES может служить инструментом анализа «Что если», давая возможность виртуально проверить последствия планируемого изменения процесса.
Данные для быстрой переналадки SMED и обслуживания оборудования TPM, полученные методами БП, учитываются в MES при планировании производства. Причем учитываться могут различным способом в зависимости от критериев планирования.
Точно в срок (Just in time, JIT), Выстраивание потока (Continuous Flow), Хейдзунка (Heijunka) – инструмент выравнивания заказов в производстве – все это обычно встроено в MES-системы разработчиками как набор инструментов. Однако, как показала практика, реальное производство сложнее. И там используются разные подходы и наборы инструментов в зависимости от конкретного случая. Например, использование накопителей или промежуточных складов является злом с позиций БП, но может быть оправдано и эффективно при компьютерном планировании. В этом случае, их емкость – еще один параметр для оптимизации производственного процесса.
Сбор данных для анализа методами Lean может быть весьма трудоемким. Современное оборудование часто позволяет данные измерения или данные о состоянии оборудования снять и передать в ИТ-системы автоматически. Алгоритмы анализа данных MES-системы позволяют рассчитать более сложные характеристики (включая КПЭ – ключевые показатели эффективности) и использовать их в отчетах.
В таблице 1 приведены показатели, которые часто используются в программах Бережливого производства. Нам здесь важно, что некоторые предприятия вычисляют эти показатели каждые 15 минут. Понятно, что это невозможно сделать без автоматизации расчета на основе одной из ИТ-систем. Компания ARC прямо пишет, что первые 2 показателя, для которых расчет выполняется каждые 15 минут или час, рассчитываются в MES-системе. Для расчета показателей, которые рассчитываются раз в смену или реже, используются ERP- или MES-системы.
Таблица 1. Частота расчета КПЭ лидерами по данным исследования (2).
|
Показатель КПЭ |
15 мин. |
Час |
Смена |
Месяц |
|
Выход годного с первого предъявления (first pass yield) |
23 |
5 |
14 |
14 |
|
Общая эффективность оборудования (OEE) |
23 |
5 |
5 |
18 |
|
Брак и Исправления (Scrap and Rework) |
9 |
0 |
23 |
23 |
|
Оборачиваемость запасов (Inventory Turn) |
0 |
0 |
14 |
32 |
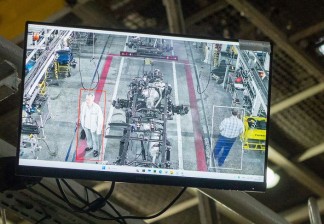
Отчеты также могут быть электронными и динамическими, отражающими реально текущую информацию. Такие отчеты могут оперативно показать проблему (например, на табло в виде электронной планировки цеха). А это влияет и на оперативное принятие решений в производстве (рис. 1).
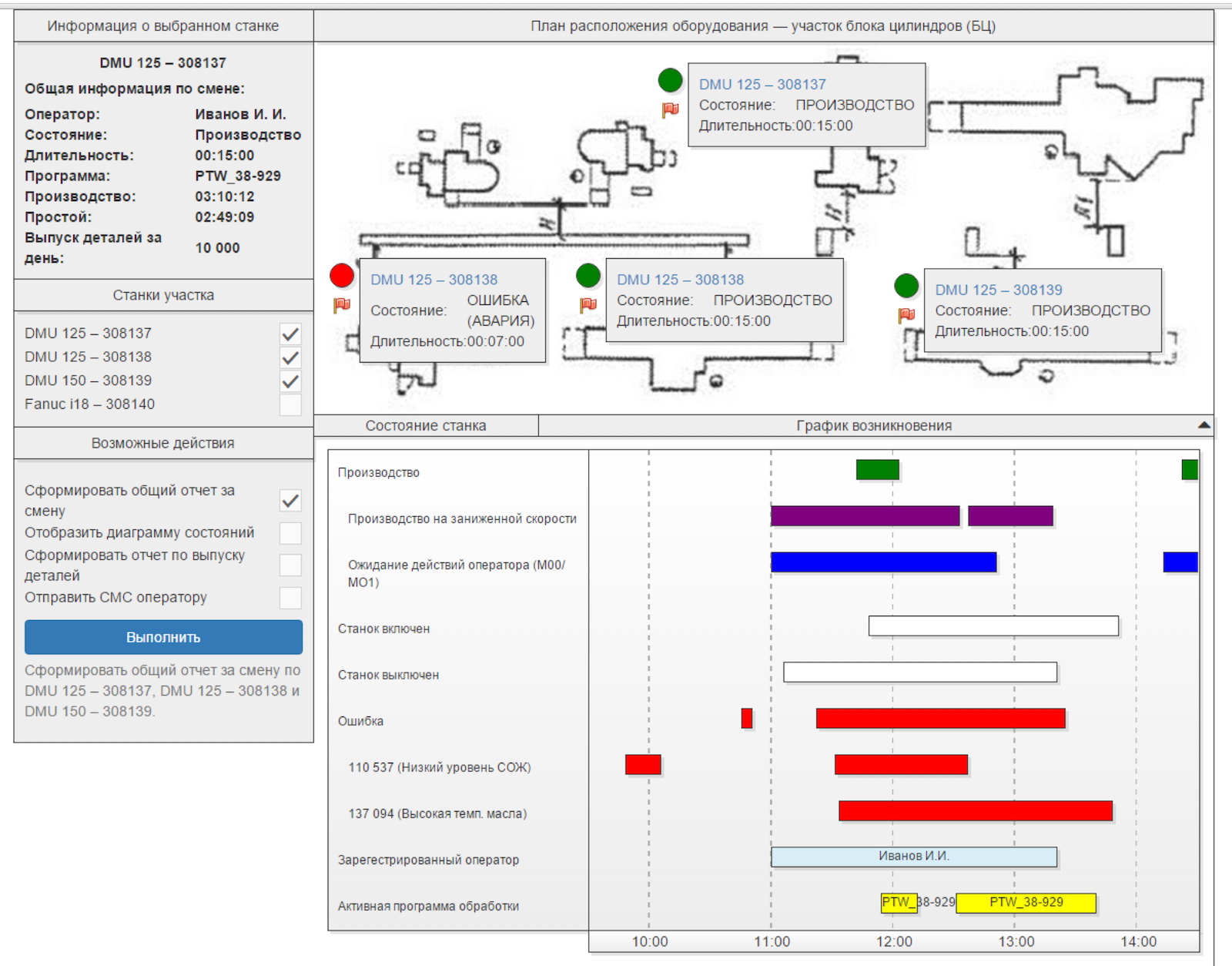
Рис. 1. Данные мониторинга станков могут выводится на мнемосхему цеха (посмотреть в большом размере)
В MES поддерживаются различные способы оповещения персонала. Это и мониторы реального времени (дашборды) с выделением цветом, звуком состояний, требующих внимания, и уведомления на электронную почту, через SMS, через специальное приложение на рабочее место специалиста и др.
Визуализация (Visual Factory) как метод простых и понятных индикаторов, используемых на заводе для обмена информацией, является частью БП. При интеграции с MES он может быть реализован на новом уровне.
В работе (4) есть фотография сборочных стендов, где активно используются Электронные рабочие инструкции. Такие инструкции обычно создаются с использованием CAD/PLM-систем и далее используются в производстве (рис. 2).

Рис. 2. Мониторы на рабочих местах могут быть терминалами MES-системы
При наличии MES-системы, такие цифровые панели могут использоваться и для выдачи сменно-суточных заданий на рабочие места и отчета по ним. В этом случае безбумажная технология реализуется не только в PLM, а распространяется и на производство. Требуемая рабочая инструкция будет связана с производственным заданием и, при желании, может реализовываться дополнительная проверка на ее наличие до начала работы.
Управление качеством – важное направление в методах Бережливого производства. Причем акцент смещается с методов контроля качества на методы предотвращения дефектов. Уже можно встретить публикации, где Бережливое производство и Менеджмент качества рассматриваются вместе. Но вместе между собой и в отрыве от ИТ-систем.
Методы статистического контроля качества, реализованные в рамках MES-систем, позволяют заранее, еще до появления дефекта, выявить опасные отклонения процесса и принять меры. Методы входного контроля могут быть связаны с ранжированием поставщиков с позиций качества, что позволяет связать объем такого контроля с конкретным поставщиком, уменьшая общие затраты на качество. Задачи такого рода могут выходить за рамки MES-систем и решаться специализированными системами, но тесно интегрированными с ними. Методы анализа причин дефектов позволяют точнее идентифицировать место в производстве, где требуется изменение и использовать там методы БП. Сейчас это часто решается на бумаге или в Excel, что трудоемко, вызывает потери времени и чревато ошибками.
Выше мы говорили больше о MES-системах для более эффективного использования методов Бережливого производства. Для предприятий сложного машиностроения эффективное внедрение MES систем невозможно без PLM-систем, автоматизирующих стадии конструкторско-технологической подготовки производства.
Развитие функционала цифрового моделирования в PLM системах привело к появлению терминов Виртуальное производство, Цифровое производство, Цифровой двойник и др. Вопросы совместного использования PLM- и MES- систем рассмотрены в работе (5). Здесь кратко упомянем основные моменты.
Цифровое производство позволяет осуществлять имитационное моделирование производственных процессов, направленное на повторное использование существующих знаний и оптимизацию технологии до начала выпуска изделия. Кроме того, цифровое производство позволяет получать обратную связь от реальных технологических операций и встраивать ее в процесс конструирования изделия, благодаря чему предприятия уже на этапе разработки могут решать производственно-технологические задачи.
Такой подход вписывается в концепцию Непрерывного совершенствования, когда улучшения процесса изготовления, выполненные в цехе, влияют и на саму конструкцию изделия либо на первоначальный техпроцесс.
Литература: