Текущий тренд на цифровизацию производства позволяет по-новому взглянуть на возможности APS систем – ведь теперь это не просто «вещь в себе», а мощный инструмент повышения операционной эффективности и создания конкурентного преимущества.

Для начала мы бы хотели разобраться в терминологии, мы не раз слышали, что под APS концепцией (Advanced Planning & Scheduling) понимают просто пооперационное планирование на уровне цеха. Хотя по факту это гораздо более широкое понятие. APS подразумевает смену подхода к организации и управления производством. В классическом понимании - это синхронное, сквозное планирование ресурсов предприятия в едином цикле с учётом технологии и высокой степенью детализации (до станка, линии, реактора) и, что важно, с быстрым получением фактической оперативной информации (состояние запасов, факт выполнения операций, факт выпуска и пр.) и соответственно регламентного перепланирования.
Текущая рыночная ситуация меняется стремительно - позаказный цикл производства, необходимость поддерживать высокий уровень сервиса, постоянное изменение внешних и внутренних факторов делают невозможным работу по стандартному утверждённому плану, постоянное перепланирование становится нормой жизни все большего количества предприятий. Именно поэтому внедрение APS систем стало особенно актуальным в последнее время. Что особенно было заметно по последней выставке Hanover messe - помимо 4 основных вендоров (Siemens, Dassault, Sap, Asprova) мы заметили множество нишевых игроков, а в целом динамика очевидна – созрели, как сами предприятия (с точки зрения нормативно-справочной информации, уровня автоматизации процессов опер. контура, интеграции с оборудованием), так и внешняя рыночная ситуация требует решительных действий по выводу качества планирования на новый уровень.
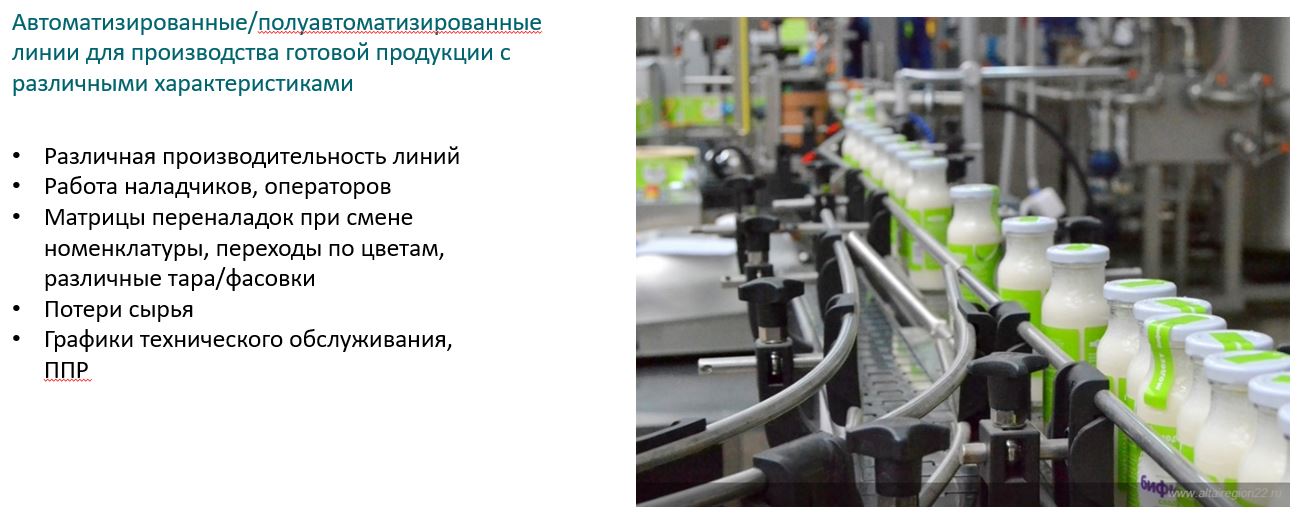
Теперь мы бы хотели отдельно сказать про планирование процессных производств, в частности, это фармацевтика, бытовая и нефтехимия, косметика, краски, молоко, алкоголь, продукты питания и многое другое (такие производства ещё называют гибридными, т.к. есть и процессная часть, например, подготовка базового полуфабриката в реакторе, так и дискретная часть при розливе и упаковке готовой продукции на линии). При оперативном планировании производства на таких предприятиях приходится решать широкий спектр задач - это планирование ёмкостного парка, планирование работы блендеров и реакторов с учётом технологии производства, рецептур, показателей качества и возможных переходов между продуктами. Планирование оптимальной очереди на линии и управление партиями запуска. Учитывая короткие циклы производства, большие объёмы, широкую линейку продуктов - цена ошибки оперативного планирования зачастую, гораздо выше, чем в классическом машиностроении. Так, например, неправильная переналадка, вызванная новым срочным заказом может вызывать необходимость промывки оборудования и следствие большим потерям сырья. Учитывая, что таких факторов планирования насчитывается десятки, даже на предприятиях, где достаточно хорошо внедрена ERP система и автоматизированы S&OP процессы, оперативное планирование ведётся в excel.
Ниже приведена схема одного из классических «гибридных» производств – производство краски (химическая промышленность)

В целом гибридное/процессное производство можно разделить на две большие части, каждая из которых имеет свои особенности планирования:

Текущий тренд на цифровизацию производства позволяет по-новому взглянуть на возможности APS систем - ведь теперь это не просто «вещь в себе», а мощный инструмент повышения операционной эффективности и создания конкурентного преимущества. Мы в компании Райтек обязательно включаем развертывание APS концепции в программу цифровизации предприятия, т.к. оперативное планирование вытягивает за собой целый пласт процессов - это и данные опер. контура (поставки, остатки, заказы) это и нормативная информация (рецептуры, переналадки, оборудование) данные полевого уровня (интеграция с АСУТП и SCADA системами), интеграция с LIMS системами по качеству и ТОИР для учета состояния оборудования. Ниже приведен перечень систем с которыми может быть реализована интеграция решения Preactor APS в рамках проекта автоматизации процессов оперативного планирования производства:

И, конечно же, стоит отметить, что система Preactor APS является одним из лучших решений на рынке APS систем. А в сочетании с продуктом 1C:ERP можно автоматизировать модель оперативного планирования любой сложности и глубины.
Ниже, мы приведем примеры проблем планирования мощностей и процессном производстве:
Понятно, что плановики как-то научились решать эти вопросы, но здесь встает проблема в том, сколько на это тратится времени, а, следовательно, можно ли повторить планирование, выполнить перепланирование, несколько раз в поиске оптимального решения? С другой стороны, перед тем как планировать, надо подготовить данные для планирования, выполнить расчет необходимых ПФ для производства ГП. С учетом высокой входимости одного ПФ в разные ГП появляется необходимость суммирования ПФ из разных ГП. Далее сформировать партии запуска, учесть распределение по рабочим центрам, а еще учесть их различную производительность. С этим можно справиться, но когда появляется необходимость учесть реальные сроки отгрузки по заказам, то становится совсем сложно.
Тут, как правило, планирование и заканчивается, считается, что придет время и перейдем на режим «тушения пожаров» или как это еще называют «планирование по дефицитам». При этом метод «тушения пожаров» тоже не дает решения потому как:
Этот ряд можно продолжить
ИТ-интегратор для производства Райтек предлагает современное решение от компании Siemens – Simatic IT Preactor APS. Ниже приведены примеры задач, решаемые в Simatic IT Preactor APS
Описание задачи:
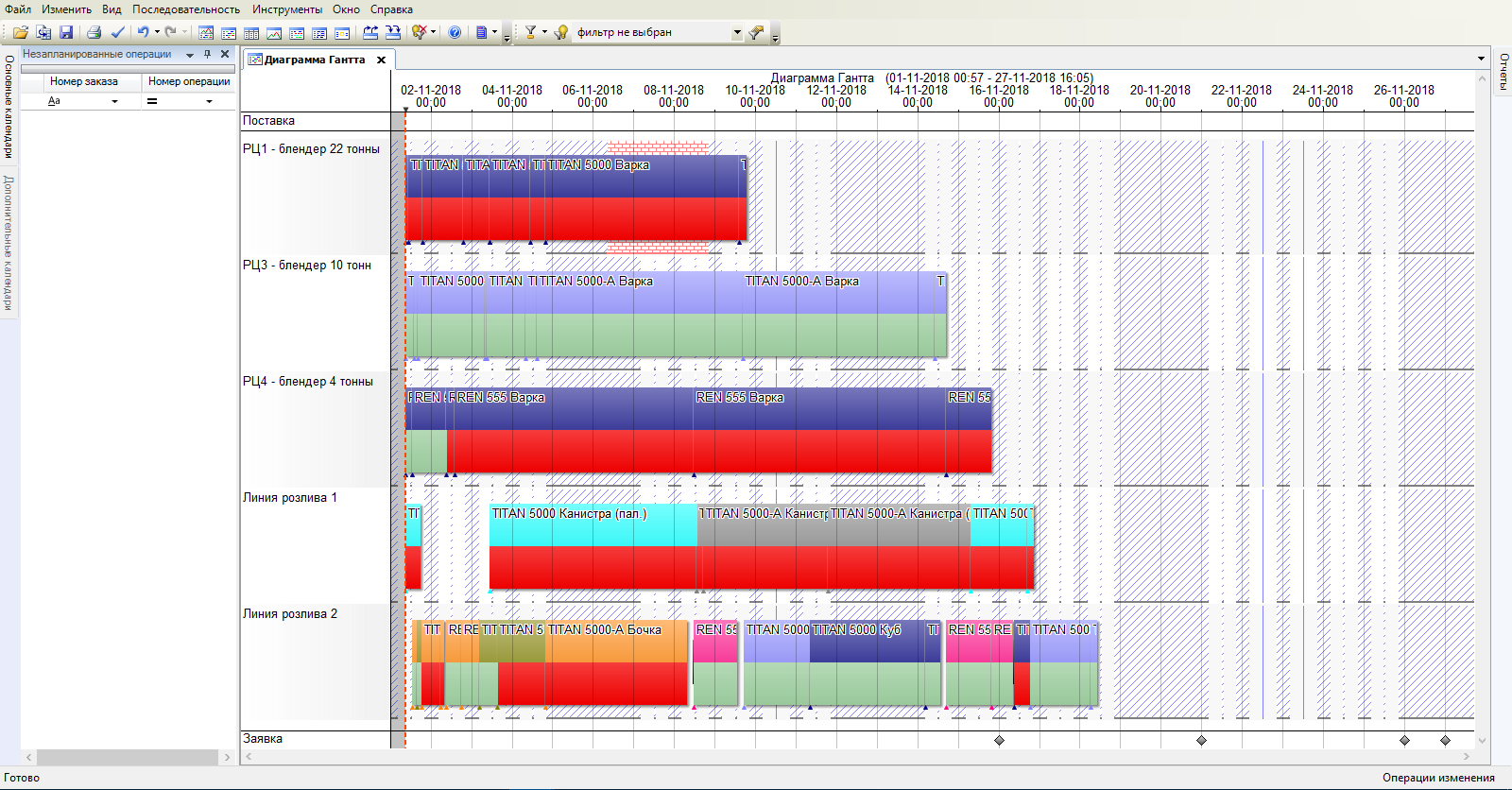
Линия розлива имеет ряд технологических особенностей:
Решение в Preactor APS:
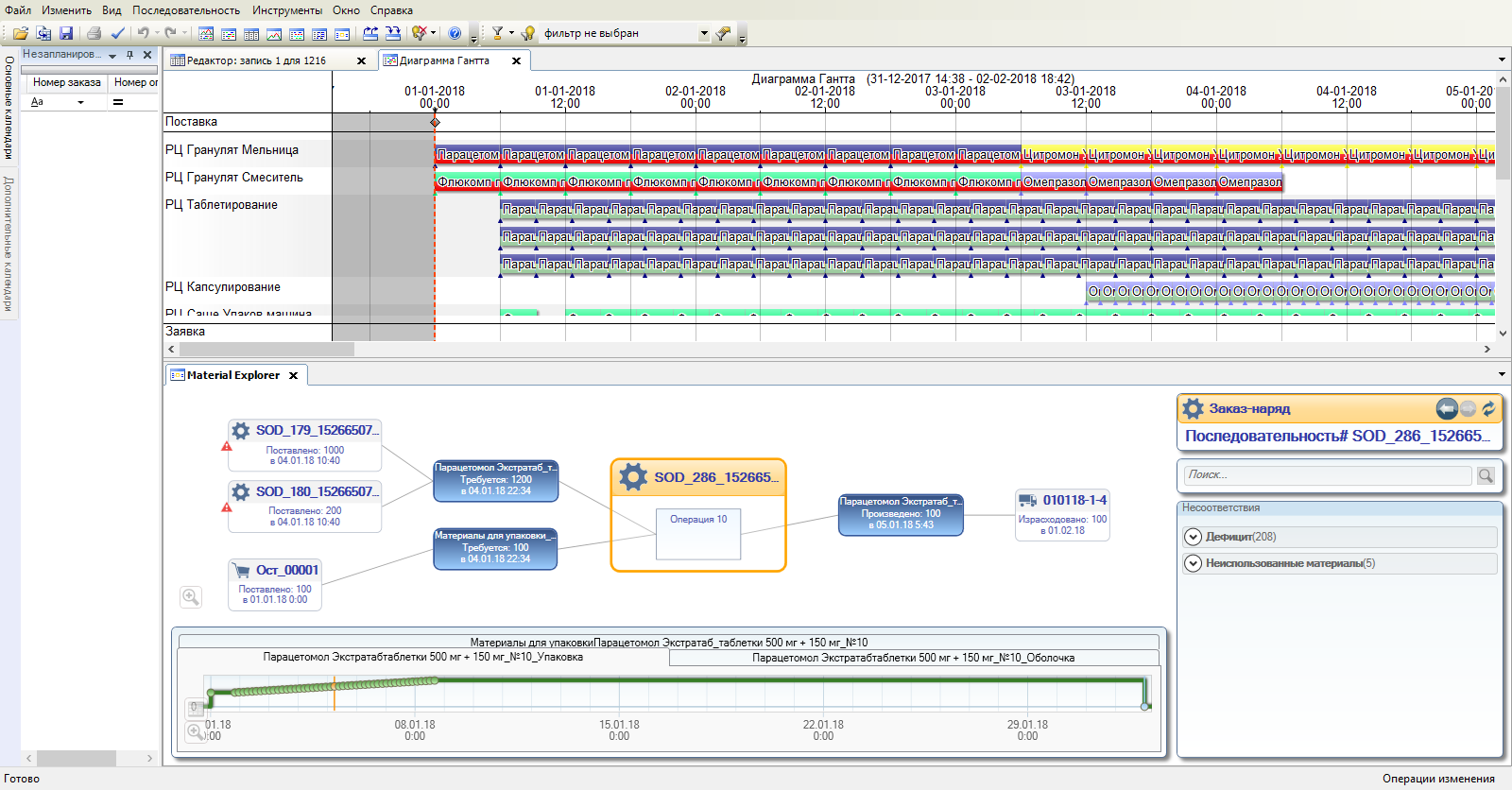
Интерфейс Preactor APS при планировании в фармацевтической отрасли:
Описание задачи:
Решение в Preactor APS:
Расчет месячной производственной программы можно выполнять в Preactor, особенно в тех случаях, когда ограничения производства по вспомогательному оборудованию значительно сказываются на объемах производства. Кроме вспомогательного оборудования требования по минимизации переходов тоже желательно учесть. В Preactor можно решить эти задачи, задействовав механизм Дополнительных ограничений, матриц наладки и разработки специального алгоритма планирования.
Основное оборудование для производства изделий из пластика – термопластавтоматы (далее ТПА). Дополнительно к ним в Preactor загружаются вспомогательные (пресс-формы) – вторичные ограничения. На основе календарей доступности ТПА и ограничений Preactor позволяет построить расписание. В построенном расписании будут автоматически учтены переходы по пресс-формам и программа производства будет гораздо корректнее.
Описание задачи:
Рабочий центр типа емкость характеризуется тем, что его наполнение может быть в границах от минимального до максимального значения. При этом всегда есть значение оптимального объема наполнения для запуска операции. Но оптимальный запуск, как правило, дает минимальные потери на переходы за счет снижения количества выпуска различной продукции, что в условиях минимального склада ГП, может сказаться на снижении показателя «Уровня клиентского сервиса». В этих условиях необходимо найти баланс между оптимальной загрузкой емкостного парка и соблюдений условий по отгрузке Клиентам различной продукции, требующей большего количества переходов и запуска меньших партий.
Решение в Preactor APS:
С помощью вторичных ограничений по загрузке объема можно управлять загрузкой танков и система сможет подбирать тот, объем запуска, который обеспечит выполнение заказов Клиентов, соблюдая минимальную и оптимальную партию загрузки.
Как мы упоминали ранее, задача построения расписания производства по рабочим центрам типа Емкость, значительно отличается от РЦ дискретного производства, где можно произвести по одной детали необходимое количество и сложить на полочку до того момента, пока они не понадобятся.
С емкостями все не так. Запуск учитывает минимальную, оптимальную и максимальную партию. Подчас именно сроки отгрузки по заказам Клиентов и определяют размеры партий запуска и система планирования должна показать варианты планировщику для принятия решения. Допустить ли лишние переходы или лучше договориться с Клиентом, не допуская лишних потерь времени и сырья.
Результат планирования емкостного парка в Preactor выглядит так:
Описание задачи:
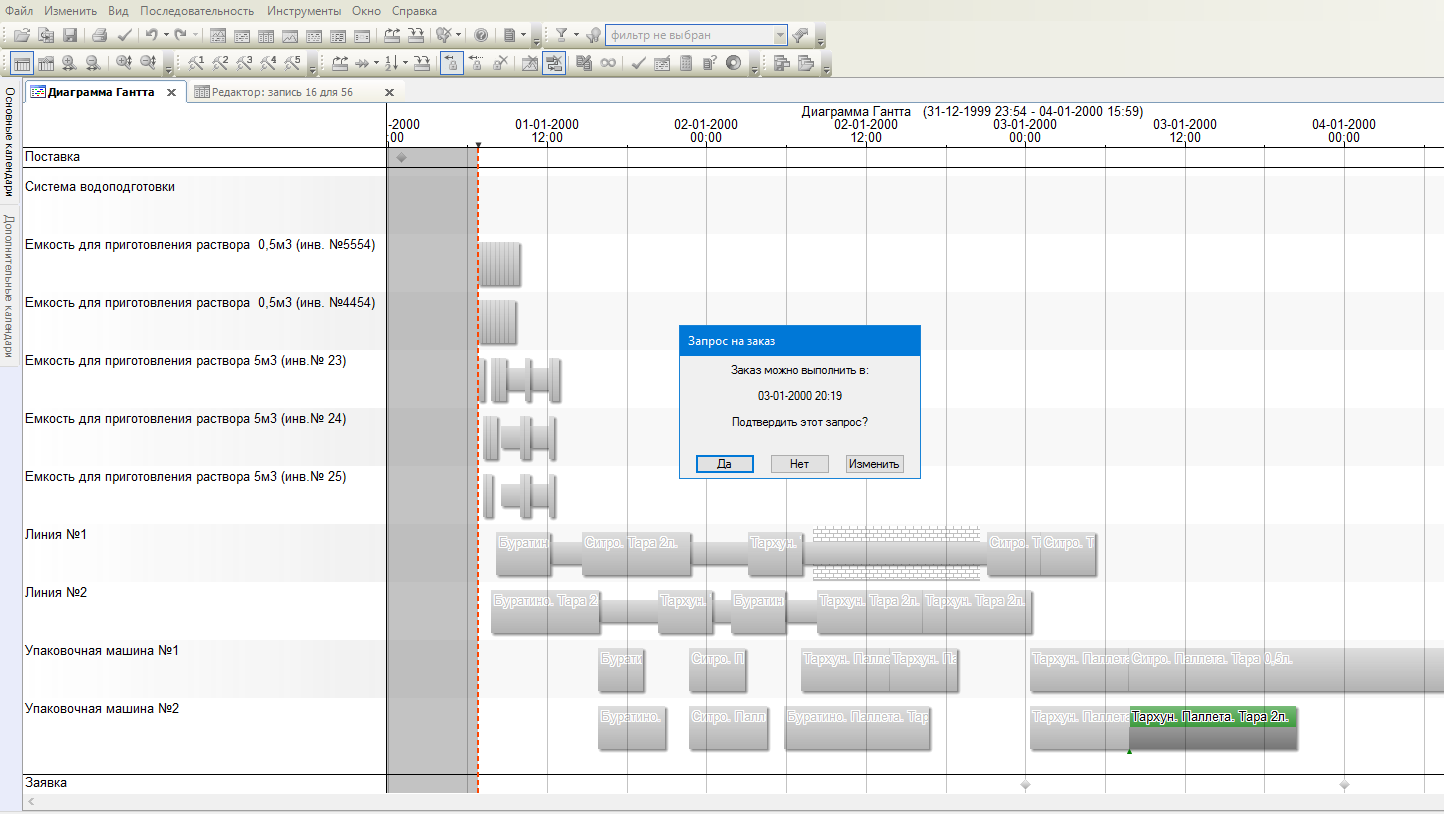
При получении нового заказа Клиента возникает необходимость подтвердить/озвучить возможность выполнения заказа и назвать дату его выполнения.
Решение в Preactor APS:
Для этой цели в Preactor есть отдельная функция «Прогнозный заказ», которая на имеющееся расписание производства выставляет новый заказ и сообщает сроки в которые его можно выполнить. Функция позволяет создать новый заказ и разместить его на уже построенное расписание. При этом система вернет дату возможного выполнения заказа. Останется или согласиться и разместить заказ или отказаться и заказ будет удален.
Компания Райтек является комплексным ИТ-интегратором для производственных предприятий и готова реализовать проекты по автоматизации оперативного планирования производства на базе решений ведущих вендоров 1С и Siemens. Обладает необходимым опытом и экспертизой, подтвержденные реальными внедрениями.
Работаем на российском рынке с 2013 года. За это время нам удалось создать команду из более, чем 70 профессионалов - руководителей проектов, системных архитекторов, консультантов, разработчиков и методологов по внедрению корпоративных информационных систем для производства. Накопили обширный опыт реализации проектов, заслужили доверие Клиентов более, чем в 10 регионах страны и высокие партнерские статусы у ведущих российских и мировых производителей программного обеспечения.
Мы по-настоящему любим производство и глубоко понимаем проблемы производственных предприятий во всем их многообразии и взаимосвязанности.















